
引言
殘余應力是存在于金屬構件內部的一種自相平衡的內應力,產生殘余應力的因素很多[1,2],但歸納起來,主要有2個因素,其一是熱的作用,導致冷卻不均勻而產生內應力,常見的有鑄造,焊接和熱處理等等;其二是力的作用,導致金屬表層或內部塑性變形[3],常見的有金屬切削加工,加載等。殘余應力的存在直接影響到機械零件的使用性能,降低了零件的工作強度,影響了零件的尺寸穩定,并加速零件的疲勞破壞[4,5]。因此,殘余應力的存在對金屬零件來說,無疑是一種潛在的危險。由于殘余應力的有害性,人們通過自然時效,熱時效和振動時效等各種方法進行消除殘余應力的處理,這里“消除”的含意卻為降低和均化殘余應力,非嚴格意義上的消除。振動時效以其設備投資省,耗能小和見效快等優點越來越得到人們的青睞。目前,振動時效在黑色金屬領域應用較為廣泛[6,7],如對鑄鐵件和碳鋼焊接件等的振動時效處理,效果比較明顯。然而把振動時效應用于降低和均化有色金屬構件殘余應力研究的應用實例和文獻比較少見[1]。隨著有色金屬,尤其是鋁合金在工程中的廣泛應用,這一領域的研究越來越引起人們的重視。本文試圖通過對典型截面鋁合金試件的試驗,來研究振動時效消除鋁合金材料中的殘余應力,從而為振動時效這項技術應用于有色金屬領域提供試驗依據。
1 實驗方案設計
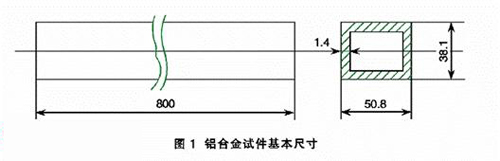
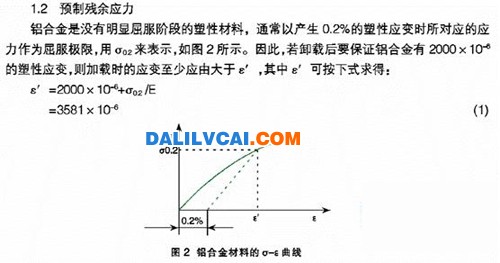
試件加載的目的是為了預制殘余應力,因此,載荷F的大小決定于兩個因素:其一是F必須是以達到使材料屈服,即加載時的應變應大于3581×10-6,其二是F又不能太大,以避免材料破壞。當然,從本實驗的角度出發,在不破壞材料的前提下,盡可能加大載荷,以便得到較大的殘余應力。在試驗中,用WE-300液壓式萬能試驗機對試件施加載荷,受力點在試件的中點,使試件作純彎曲變形,在加載過程中,用ES-1型標準測力計測量的大小,用YJR-5型電阻應變儀監測貼片點的應變情況。下表為試件加載試驗結果,表中的應變是試件中點監測點水平方向的變化值。

1.3 測試殘余應力
采用鉆孔法測鋁合金試件的殘余應力,這是一種較成熟的方法[8,9],其基本思想是在具有殘余應力的構件上鉆一小孔,使孔的鄰域內由于部分應力釋放而產生相應的應變,測量這些應變,經換算后可得出鉆孔處原有的應力。由于鉆孔法是一種破壞性測量方法,據實驗的要求,預測出某一點振動前后的殘余應力值,這樣才能作出比較,而在同一點測2次殘余應力十分困難,為此可按以下的方法來解決,如圖3所示,若要測A點振動前后的殘余應力值,則在A點的同一橫截面的表面左右各相距10mm處選擇A′點和A″點,這樣可以通過振動前后分別測A′點和A″點的殘余應力值來判A點的殘余應力變化情況,這一方法的依據為:一是我們對加載前的試件做過殘余應力測定,發現其表面的殘余應力值大致相等,近似于均布場;二是加載方式是試件中心部位受載,導致試件作彎曲變形,故在A點的同一橫載面的頂部上3點A,A′,A″卸載后的殘余應力值大致相等;三是符合鉆孔法的基本原理。
1.4 振動時效處理
振動時效即用激振器在構件或結構的共振頻率附近施加一定時間的激振,以達到降低和均化殘余應力的目的。對于均質粱來說,不同的支承形式,其固有頻率是不同的,在本實驗中采用的是2端固定的力學模型,其一階固有頻率可按下式求得:
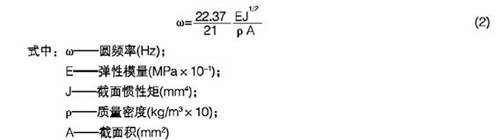
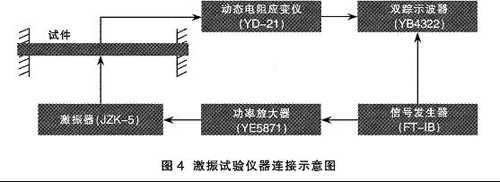
由上式可求得試件兩端固定后系統的一階固有頻率約436Hz。試驗時,實驗的激振頻率應在436Hz附近由信號發生器掃頻求得,動應力值不大于材料屈服極限的三分之一,試驗儀器的連接如圖4所示,在共振點附近激振的時間一般控制在15min左右。
2 試驗結果和數據處理
2.1 試驗1
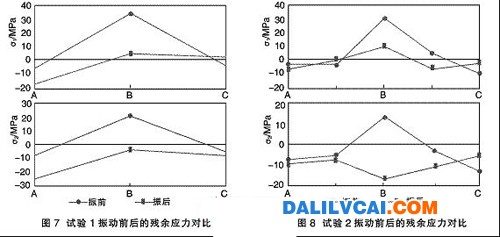
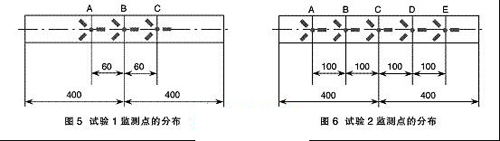
在800mm長的試件上選取3個點,如圖5所示。振動前后所測得的A,B,C3點的殘余應力的結果如圖7所示。從圖中可以看到振動前后殘余應力的降低是明顯的。
2.2 試驗2
在另一個800mm長的試件上選取5個點,如圖6所示。振動前后所測得A,B,C,D,E5點的沿主應力方向的殘余應力結果如圖8所示。
3 分析與討論

(2) 在試驗1中,振前殘余應力的值域范圍是-7.2~34.2MPa,而振后變為-25.6~5.3MPa,振后比振前殘余應力的值域下降了25.4%。在試驗2中,振前值域是-12.6~31.9MPa,振后值域是-16.0~11.0MPa,振后比振前殘余應力的值域下降了39.3%。由上述分析可知,振動時效均化了試件的殘余應力,且效果也比較明顯。
4 結論
從上面的試驗與分析中可以看到:對鋁合金構件振動時效處理,能比較明顯地降低和均化殘余應力值,進而可以推斷出把振動時效技術應用于其他有色金屬構件也是可行的。當然,在工程實際應用該項技術時,還有待于進一步積累經驗,合理地選擇各項參數。
關鍵詞:振動時效;殘余應力;鋁合金
