
1 激光設備
激光設備采用Trumpf公司激光沖裁復合加工中心。
激光設備采用Trumpf公司激光沖裁復合加工中心。
2 激光束參數
激光系統一般由激光器、激光傳輸系統、控制系統、運動系統、傳感與檢測系統組成,其核心為激光器。
激光器為CO2氣體脈沖式激光器。光束橫截面上光強分布接近高斯分布.具有極好的光束質量,主要性能指標如下:
激光波長:10.61xm
脈沖功率:2.4kW;脈沖寬度;約l0ms
功率密度:107W/cm2 ;激光發散角:1mrad
激光功率穩定度:2%
激光束焦點直徑:Φ0.15-Φ0.30
經實踐驗證,激光沖裁復合加工中心CO2激光切割加工δ0.5mm-δ6mm板材的工藝特點及相關參數是:
激光系統一般由激光器、激光傳輸系統、控制系統、運動系統、傳感與檢測系統組成,其核心為激光器。
激光器為CO2氣體脈沖式激光器。光束橫截面上光強分布接近高斯分布.具有極好的光束質量,主要性能指標如下:
激光波長:10.61xm
脈沖功率:2.4kW;脈沖寬度;約l0ms
功率密度:107W/cm2 ;激光發散角:1mrad
激光功率穩定度:2%
激光束焦點直徑:Φ0.15-Φ0.30
經實踐驗證,激光沖裁復合加工中心CO2激光切割加工δ0.5mm-δ6mm板材的工藝特點及相關參數是:
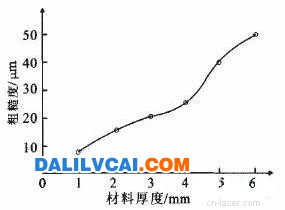
圖1 氧氣切割碳鋼切縫粗糙度與料厚的關系
(1)切口寬度窄(一般為0.15-0.30mm)、精度高(一般孔中心距誤差為0.01-0.05mm,輪廓尺寸誤差為0.05-0.2mm)、切口表面粗糙度好(一般Rz為1.6-6.41μm),切縫一般不需要再加工即可焊接。
由圖2可以看出切縫粗糙度與料厚成正比。
(2)采用2kW激光功率,6mm厚不銹鋼的切割速度為1.2m/min;δ2mm厚不銹鋼的切割速度為3.6m/min,熱影響區微小,變形極小。以上優點足以證明:CO2激光切割成為發展迅速的一種先進加工方法。
由圖3可以看出材料的最大切割速度與料厚成反比。
由圖3可以看出材料的最大切割速度與料厚成反比。
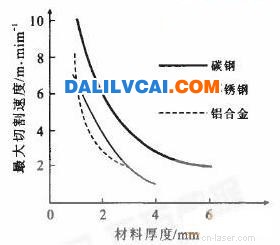
圖2 幾種常見材料的最大切割速度與料厚的關系
3 工藝過程及工藝參數
3.1 數控編制切割工藝
用Trumpf公司激光沖裁復合加工中心附帶的TOPS300工藝編程軟件進行數控編程,同時完成材料的下料尺寸計算、排樣、工藝參數設定。過程如下:
(1)繪圖及圖形類型的轉換(要求零件外輪廓閉合);
(2)確定材料、尺寸和零件排樣;
(3)使用激光切割:圓角工藝(獲得銳邊倒鈍)或回路工藝(獲得銳角);自動載入氣體類型、切割速度,并設置退料;
(4)加工順序優化,生成數控加工程序,傳輸程序;
3.2 切割穿孔技術
對于δ0.5mm-δ6mm厚的板材.大多數熱切割技術都必須在板上穿一小孔。激光沖壓復合機上是用沖頭先沖出一孔。然后再用激光從小孑L處開始切割。對于沒有沖壓裝置的激光切割機一般用脈沖穿孔的基本方法——脈沖穿孔:金屬對10.6um激光束的起始吸收率只有0.5%~10%。當功率密度超過106W/cm2的聚焦激光束照射到金屬表面時。卻能在微秒級的時間內很快使表面開始熔化。常用空氣或氮氣作為輔助氣體,每個脈沖激光只產生小的微粒噴射。逐步深入,因此厚板穿孑L時間需要幾秒鐘。一旦穿孔完成,立即將輔助氣體換成氧氣進行切割。(注:產生高峰值功率脈沖激光的元氣件電子管壽命約20000小時,價格昂貴,對δ≤3薄板最好采用預沖孔工藝,δ≥3的板料才采用脈沖穿孔工藝)。
3.3 噴嘴及氣流控制
激光切割鋼材時,氧氣和聚焦的激光束是通過噴嘴射到被切材料處。從而形成一個氣流束。對氣流的基本要求是進入切口的氣流量要大,速度要高,以便足夠的氧化使切口材料充分進行放熱反應,同時又有足夠的動量將熔融材料噴射吹出。目前激光切割用的噴嘴采用一錐形孔帶端部小圓孔的結構.在使用時從噴嘴側面通入一定壓力。材質為純銅,體積較小,是易損零件。
3.4 激光切割的主要工藝
(1)升華切割
在高功率密度激光束的加熱下。δ0.5mm~δ6mm板材的表面溫度會迅速升至沸點溫度。部分材料汽化成蒸汽消失,部分材料作為噴出物從切縫底部被輔助氣流吹走。切割氣體一般用氮氣或氬氣。
(2)高壓氣聚焦熔化切割
當入射的激光束功率密度超過某一值后.光束照射點處材料內部開始蒸發,形成孔洞。它將作為黑體吸收所有的入射光束能量。小孔被熔化物質所包圍。然后.與光束同軸的輔助氣流把孔洞周圍的熔融材料帶走。隨著工件移動,小孔按切割方向同步橫移形成一條切縫。切割氣體一般用氮氣。