
摘要:采用攪拌摩擦焊方法對6mm厚的2A12及3A21鋁合金進行焊接。對其焊接速度、旋轉速度及壓入量等工藝參數選擇不當所產生的接頭缺陷進行了分析;焊接缺陷的產生與焊接熱輸入及焊縫塑性金屬的軟化相關。當熱輸入不足或者塑性金屬的軟化程度較差時都會導致焊接缺陷的形成。
關鍵詞:攪拌摩擦焊;缺陷;2A12鋁合金;3A21鋁合金
隨著攪拌摩擦焊(FSW)技術的推廣,需要對其焊接工藝參數進行調整,以提高接頭性能和焊接生產率;但工藝參數的調整會引起一些焊接問題,參數不當時會在接頭中出現一些焊接缺陷。本文就影響FSW焊縫質量的工藝因素——焊接速度、旋轉速度和壓入量,當其參數選擇不當時會使焊縫產生什么樣的缺陷進行了試驗和分析。
1 試驗用材料及方法
試驗采用2A12及3A21兩種不同鋁合金進行對接焊,2A12為加工硬化狀態,3A21為退火狀態。試板尺寸為300mm×100mm×6mm,焊前用砂紙除去表面氧化物,然后將其剛性固定在鋼墊板上,進行FSW焊接。試驗用攪拌頭參數為:軸肩直徑24mm;攪拌針直徑6mm,長5.8mm。焊接時攪拌頭傾斜角度為2°。
焊后沿焊縫橫截面、縱截面方向制取截面金相試樣,并用Keller’s試劑對拋光后的試樣進行腐蝕50s,然后在光學顯微鏡下對接頭形貌進行觀察分析。
2 試驗結果和分析
2.1 焊接缺陷與焊速
當旋轉速度一定時,焊接速度過快及過慢均不能得到成形良好的焊縫。
由于FSW是一種固相連接方法,所以焊接時被焊材料并沒有熔化,而是在摩擦熱的作用下發生軟化,焊縫處金屬達到塑性狀態,因而焊縫內金屬的塑性狀態與熱輸入的大小相關。FSW焊接中焊接熱量主要來源于攪拌頭與被焊工件之間的摩擦熱。當攪拌頭轉速一定時,由摩擦生成的熱量一定,焊縫單位長度上的熱輸入則隨著焊接速度的增加而減少,被焊金屬的軟化程度也就隨著焊接速度的增加而變差。若焊接速度過快就使得焊縫處金屬達不到塑性狀態,因而金屬的流動性差,則在焊縫表面形成如圖1所示的空洞。若焊接速度過慢,則會在焊縫橫截面焊核區底部形成如圖2箭頭所指的孔洞缺陷。此孔洞缺陷一般沿著焊縫走向分布,從焊接開始到終止一直存在,最終形成如圖3所示的隧道型缺陷。
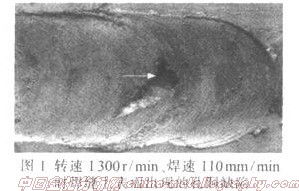
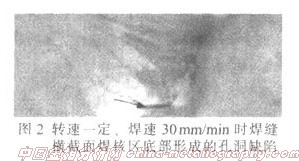
圖2左側為返回側,右側為前進側,從圖中可看出孔洞缺陷主要存在于前進側。孔洞形缺陷的形成主要是FSW焊接過程中焊縫前進側與返回側金屬的流動方式不同。焊縫前進側與返回側塑性金屬受到攪拌針的剪切力作用及攪拌針前方塑性金屬向后的擠壓力作用而流動。在前進側塑性金屬受到攪拌針的剪切力及焊接方向的塑性金屬的擠壓力方向相反。同時由于低的焊接速度降低了攪拌針前方塑性金屬向后的擠壓作用,因而在焊接過程中前進側大量塑性金屬被攪拌針剪切到返回側且前方的塑性金屬無法及時的填充攪拌針后方空間而形成孔洞。而返回側金屬所受攪拌針剪切力與焊接方向的塑性金屬的擠壓力方向相同,焊后大量金屬沉積在返回側,因而焊接過程中的孔洞缺陷大多出現在前進側。

2.2 焊接缺陷與轉速
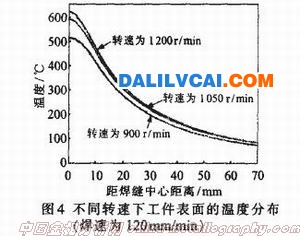
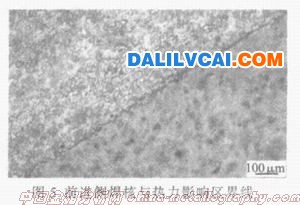
焊接速度不變,轉速不同時,其焊接熱輸入不同。圖4為不同轉速下用ANSYS軟件模擬出的FSW進行到50s時被焊件表面的溫度分布,可看出不同轉速下被焊件上的溫度差異。轉速較大時工件上任意一點的溫度都比轉速較小時工件上同一點的溫度要高。轉速增加,單位時間內攪拌針周圍塑性金屬之間的摩擦次數增加,因而所產生的摩擦熱也隨著轉速的增加而變大。當熱輸入合適時,被焊金屬達到一個很好的軟化狀態,在攪拌針的攪拌作用下發生充分的塑性流動,最終形成理想的焊縫。轉速過低則熱輸入不足,焊縫內塑性金屬軟化不足,就會形成如圖5所示的焊縫前進側焊核區與熱力影響區的界線。界線左側為焊核區,晶粒為近球形的精細等軸晶,右側為3A21防銹鋁熱力影響區。由于焊接過程中焊縫前進側塑性金屬受到攪拌針的剪切力方向與焊接方向的塑性金屬的擠壓力方向相反,同時由于焊接熱輸入不足,降低了前進側焊核區與熱力影響區金屬的軟化程度,因而影響了金屬層之間的結合而形成明顯的界線。
2.3 焊接缺陷與壓入量
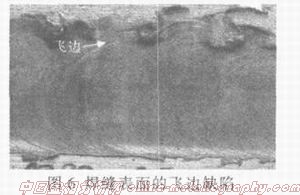
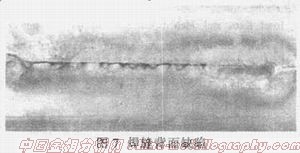
為了保證焊后能得到良好的焊縫,FSW時必需要保證一定的焊接壓入量,但過多及不足的壓入都會導致焊接缺陷的產生。壓入量過大,會使金屬從焊縫兩邊溢出而形成如圖6所示的飛邊;壓入量過小時則使得軸肩對焊縫塑性金屬的壓力減小,焊接過程中焊縫處的塑性金屬只受攪拌針的作用而會出現軸肩旋轉痕跡不連續的現象。更重要的是,壓入量過小就減少了軸肩與上表面的摩擦熱,而且由于攪拌作用使內部金屬被攪至表面,焊縫無法填充因而形成了如圖7所示的焊接缺陷,從而影響焊縫的成形。
3 結論
(1)攪拌頭旋轉速度一定,焊接速度過快與過慢時均不能得到良好的焊縫。焊速過低使得焊縫前方塑性金屬向后擠壓力變小而無法填充攪拌針行走時的空腔;焊速過快,焊縫單位面積熱輸入減少,焊縫表面易形成孔洞缺陷。
(2)攪拌頭旋轉速度的大小決定FSW時熱量的大小,轉速過低會使焊縫前進側焊核區與熱力影響區塑性金屬流動趨勢不同而易形成界線。
(3)焊接時壓入量過大易產生大量的飛邊,而壓入量不足時則會在焊縫背面形成溝槽缺陷。
攪拌摩擦焊方法與常規摩擦焊一樣.攪拌摩擦焊也是利用摩擦熱作為焊接熱源。不同之處在于.攪拌摩擦焊焊接過程是由一個圓柱體形狀的焊頭(welding pin)伸入工件的接縫處,通過焊頭的高速旋轉,使其與焊接工件材料摩擦,從而使連接部位的材料溫度升高軟化.同時對材料進行攪拌摩擦來完成焊接的。焊接過程如圖所示。在焊接過程中 工件要剛性固定在背墊上,焊頭邊高速旋轉.邊沿工件的接縫與工件相對移動。焊頭的突出段伸進材料內部進行摩擦和攪拌,焊頭的肩部與工件表面摩擦生熱,并用于防止塑性狀態材料的溢出,同時可以起到清除表面氧化膜的作用。 在焊接過程中,焊頭在旋轉的同時伸入工件的接縫中,旋轉焊頭與工件之問的摩擦熱,使焊頭前面的材料發生強烈塑性變形,然后隨著焊頭的移動,高度塑性變形的材料流向焊頭的背后,從而形成攪拌摩擦焊焊縫。攪拌摩擦焊對設備的要求并不高,最基本的要求是焊頭的旋轉運動和工件的相對運動,即使一臺銑床也可簡單地達到小型平板對接焊的要求。但焊接設備及夾具的剛性是極端重要的。焊頭一般采用工具鋼制成,焊頭的長度一般比要求焊接的深度稍短應該指出,攪拌摩擦焊縫結束時在終端留下個匙孔。通常這個匙孔可以切除掉,也可以用其它焊接方法封焊住。 關于在攪拌摩擦過程中界面原子的運動現在仍處于研究階段

