
廢有色金屬的預處理是指將有色金屬廢件和廢料的狀態變成能夠進行有效的后續冶金加工的過程。這一過程包括:使各種廢件和廢料達到規定的外形尺寸和重量標準;將有色金屬與黑色金屬分離;去除非金屬夾雜物、水分、油質等。對廢有色金屬進行精細和高質量的準備,使之適用于冶金工序,可以使有色金屬損失減少到最低程度,使燃料、電力、熔劑的單位消耗降低,使冶金設備和運輸工具得到有效的利用,并使勞動生產率及有色金屬與合金產品的質量得到提高。
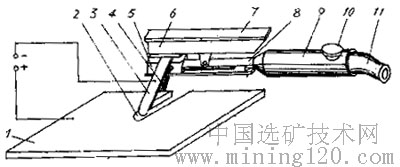
表3 鱷式剪切機的技術參數
剪切橫截面大的廢有色金屬,適宜用各種液壓剪切機。圖4是許多液壓剪切機中的一種。它包括一個帶有剪刀和擠壓裝置的剪切機,一臺帶有料倉、料箱和推料器的進料裝置,以及液壓傳動部件和控制系統。剪切過程分為幾個階段。原料由受料倉落入裝料槽,然后由應力為5兆帕的液壓推料器將原料從裝料槽送至預壓室,用應力為32兆帕的液壓壓緊器進行預壓。預壓結束時,上剪刀抬起,推料器將物料推至預定的剪切尺寸(700~1200毫米)位置,之后由固定剪刀將壓好的廢金屬切成塊。當推完最后一塊金屬時,推料器即返回起始位置。
有色金屬廢件與廢料的預處理包括下列主要工序:分選,切割,打包,壓塊,破碎,粉磨,磁選,干燥,除油等。特種再生原料(廢蓄電池、廢電動機、廢電線、馬口鐵廢料)的預處理,采用專門的生產線。
全蘇再生有色金屬科學研究設計院研究出廢有色金屬預處理的一般工藝流程(圖1),該流程從有色金屬廢件與廢料進入車間起,至成品發往用戶廠為止。
廢件與廢料的解體
解體工序所要達到的目的,是去除黑色金屬鑲嵌物和非金屬鑲嵌物,對機械連接的各種不同金屬及合金的部件進行分解,并使廢料塊減小到便于進行后續處理和運輸的尺寸與重量。
拆卸解體只在需要從廢件上回收有價值的零件和制品(滾珠軸承、緊固件)的少許情況下進行。在進行拆卸解體時,一般使用鉗鍛工具、電動螺母扳手、風鑿和其它輔助設備。這種解體通常采用破壞方法——切割、打碎、破碎。
解體工序包括:切割,破碎與粉磨,打包和壓塊,廢電纜、廢蓄電池、廢電動機及其它種類的再生原料的處理工序。
切割 分解大塊廢料并使其達到規定的外形尺寸,一般采用火焰切割和機械剪切法。火焰切割是根據金屬在氧氣流中燃斷的原理。進行火焰切割時,將金屬加熱至強氧化溫度,然后金屬即在氧氣流中燒熔,氧氣流可由切口吹除產生的氧化物和熔化的金屬顆粒。火焰切割適用于導熱性能差的廢金屬,同時,金屬(合金)強氧化溫度應低于其熔化溫度。
工藝過程所需要的溫度靠氧氣氧化金屬的放熱反應和燃料燃燒放熱來維持。金屬燃燒釋放的熱量,要比用預熱火焰供給的熱量高2~4倍。但火焰切割時的燃料燃燒是必要的,因為,必須把冷金屬加熱到能用工業氧氣將其氧化溫度。金屬的導熱性越低,火焰切割的速度越高。燃料燃燒可以保障切割點金屬的集中加熱和液相的高速度生成。
火焰切割一般采用供有氧氣和液體燃料(煤油)或氣體燃料(乙炔、丙烷-丁烷、天然氣或焦化煤氣)的燒嘴切割器進行。這種方法最適宜切割廢鋼零部件。
火焰切割的主要缺點是氧化造成大量金屬損失。另外,像銅、鋁及銅鋁合金這樣一些高熱導金屬,無法使用火焰切割。
分解大型廢件采用電弧切割,其切割能力要比火焰切割高2~3倍。進行電弧切割時,一般采用碳電極、石墨電極和金屬電極,也可以使用直流電(很少用交流電)裝置。電弧切割過程中氧化造成的金屬損失亦很大。
電弧切割的另一種方法是空氣-電弧切割,這種切割法直到最近還未被蘇聯再生有色冶金企業采用。空氣-電弧切割的實質是用電弧熔化金屬,然后用壓縮空氣流從切割處吹掉金屬。
在對銅及其合金進行空氣-電弧切割(圖1)時,采用正極性直流電生成電弧,同時將零件與電源正極接頭連接,如果是碳(石墨)電極,則與負極接頭連接。這樣可以保障切割的最大穩定性,降低電極、電力和空氣的單位消耗量。生成的電弧將金屬熔化,與電極并行的壓縮空氣流把金屬吹掉。電流和空氣通過組合式電流-空氣輸送線路經管道和接線板進入切割處。空氣耗量可用旋鈕調節。電極用帶有陶瓷夾板和彈簧片的杠桿壓緊。導電部分采用絕緣板和手柄保護。這樣,空氣-電弧切割器即成為一個與供氣裝置組合的強電流電極夾。
下面是PBД-81型切割器的技術數據:
電流強度(安) 1500
空氣壓力(兆帕) 0.2~0.6
0.4兆帕時的空氣耕量(米3/小時) 60
碳(石墨)電極尺寸(毫米)
方形截面的 10×10,16×16
矩形截面的 10×20,10×30
方形截面的 10×10,16×16
矩形截面的 10×20,10×30
長度(毫米) 350
圖1 空氣-電弧切割示意圖
1-被切割零件;2-電弧;3-電極;4-空氣流;5-接線板;
6-杠桿;7-絕緣板;8-管道;9-手柄;10-旋鈕;11-電流-空氣導管
電源采用外表傾斜的BДу-1201型焊接式整流器。在使用BДM-1001型、BДM-1101型、BДM-1601型多位焊接式整流器調節各位電流時,應補加6~9個ΡБ-300型平衡變阻器。變阻器以串聯主式接入線路,但變阻器之間并聯相接。此種切割所用的電源額定電流應不小于500安培,工作電壓應為40~60伏。
由烏拉爾C.M.基洛夫工學院研制并在基洛夫格勒煉銅公司推廣使用的大型廢銅(廢電冰箱、廢熱交換器、廢母線、廢容器、廢船用推進器等)空氣-電弧切割法解體工藝,同火焰切割相比,勞動生產率可增加5倍,并且能夠切割厚度達300毫米的廢件。
等離子-電弧切割法在各企業的應用也日益廣泛。此法的實質是供給電弧某種氣體(氮、氬、空氣、氫)流。這時電弧收縮,其實體轉換成高度離子化狀態,生成等離子。等離子的溫度可達20000~30000℃,射流速度2000~3000米/秒。并且,如果電弧是在與被切割金屬分開的電極之間制得,則生成等離子弧,如果是在電極與金屬之間制得,則生成等離子流。
等離子-電弧切割裝置(圖2)的主體部分是水冷卻等離子流發生器,等離子生成氣體采用氬-氫混合氣體和空氣。
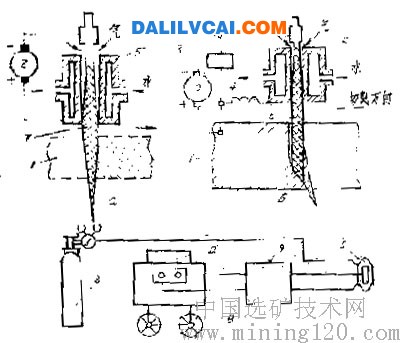
圖2 等離子孤(a)、等離子流(δ)切割及切割裝置(ь)示意圖
1-被切割金屬;2-電源;3-振蕩器;4-調節輔助電弧的變阻器;
5-等離子流發生器;6-等離子流;7-等離子弧;8-氣瓶;9-平衡變阻器
帶負電荷的電極(陰極)用鎢制成,鎢在高溫下會發生強烈氧化。為防止氧化,可采用氬氣或氬氫混合氣體。不過,這些氣體昂貴、緊缺,而且氫還有爆炸危險。
近年來,廣泛采用氮或空氣作為生成等離子的氣體。采用空氣時,已不再用鋼瓶裝盛,因為切割所需空氣是直接由工廠空氣總管供給的壓縮空氣(6×105帕)。不過,由于空氣不僅能氧化被切割的金屬,也會氧化鎢電極,所以不能使用鎢電極。
烏克蘭科學院E.O.帕通電焊研究所的研究證明,像鋯、鉿、鈹、釷這樣一些金屬能夠生成在等離子弧溫度下很穩定的難熔氧化物。這種氧化物可以防止陰極進一步氧化。根據這一研究成果制成了帶有鋯陰極的裝置,該裝置采用大氣作用為等離子發生氣體。
烏拉爾C.M.基洛夫工學院采用AПP-401型裝置對廢銅進行空氣-等離子切割工業試驗獲得成功。切割制度見表2。
表1 空氣-等離子切割銅及銅合金的最佳工作制度
|
金屬厚離
(毫米)
|
電流強度
(安)
|
噴口孔直徑
(毫米)
|
空氣壓力
(兆帕)
|
空氣耗量
(米3/小時)
|
切割速度
(米/分)
|
|
10
|
150
|
2.0
|
80
|
1.0
|
1.0
|
|
20
|
200
|
2.5
|
90
|
2.5
|
0.7
|
|
30
|
250
|
2.5
|
100
|
3.0
|
0.5
|
|
40
|
300
|
3.0
|
110
|
3.5
|
0.4
|
|
50
|
400
|
3.0
|
120
|
4.0
|
0.3
|
注:電壓120~160伏。
等離子-電弧切割具有高效率、高生產率、金屬燒損小等優點,適用于銅基和鎳基再生原料以及廢高合金鋼的解體。
對超限尺寸的廢件、廢鎧裝電纜、廢導線盤進行剪切,對廢散熱器及其它各種廢金屬進行解體,一般采用鱷式剪切機和液機壓剪切機(鍘刀式)。剪切小塊廢料用鱷式剪切機(圖3)。各種剪切機皆配有鑄造機座,機座上安有固定剪刀,帶有剪刀的活動鑄鋼顎板可在軸上擺動。全蘇再生有色金屬聯合體的企業使用的鱷式剪切機有各種不同型號(表3)。
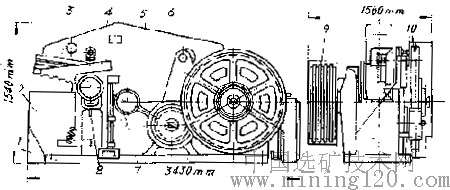
圖3 16H-315型鱷式剪切機
1-機座;2-固定剪刀;3-活動剪刀;4-壓緊器;
5-上顎板;6-凸耳;7-上顎板軸;8-聯軸節;9-皮帶輪;10-兩級減速器
表3 鱷式剪切機的技術參數
|
指標
|
H-313型
|
HA-313型
|
H-315型
|
H-316型
|
H-2228型
|
H-2230型
|
H-2311型
|
|
刀長(毫米)
|
300
|
500
|
600
|
1000
|
630
|
300
|
1000
|
|
剪刀每分鐘行程數
|
40
|
40
|
22
|
16
|
40
|
30
|
20
|
|
被切金屬的允許截面
(毫米):
|
|
|
|
|
|
|
|
|
正方形
|
50×50
|
50×50
|
90×90
|
120×120
|
56×56
|
90×90
|
120×120
|
|
圓形
|
60
|
60
|
100
|
130
|
63
|
100
|
130
|
|
帶、板
|
20
|
25
|
22
|
30
|
20
|
36
|
40
|
|
槽形(號)
|
18
|
18
|
36
|
40
|
24
|
40
|
40
|
|
管形(直徑)
|
140
|
140
|
250
|
250
|
250
|
300
|
400
|
|
電動機功率(千瓦)
|
14
|
14
|
14
|
38
|
13
|
21
|
42
|
剪切橫截面大的廢有色金屬,適宜用各種液壓剪切機。圖4是許多液壓剪切機中的一種。它包括一個帶有剪刀和擠壓裝置的剪切機,一臺帶有料倉、料箱和推料器的進料裝置,以及液壓傳動部件和控制系統。剪切過程分為幾個階段。原料由受料倉落入裝料槽,然后由應力為5兆帕的液壓推料器將原料從裝料槽送至預壓室,用應力為32兆帕的液壓壓緊器進行預壓。預壓結束時,上剪刀抬起,推料器將物料推至預定的剪切尺寸(700~1200毫米)位置,之后由固定剪刀將壓好的廢金屬切成塊。當推完最后一塊金屬時,推料器即返回起始位置。
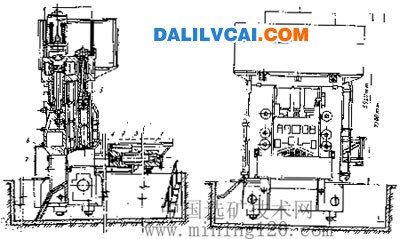
圖4 H-2338型液壓剪切機
1-料倉;2-裝料槽;3-液壓推料器;4-預壓室;5-液壓壓緊器;6-上刀;7-下刀
1-料倉;2-裝料槽;3-液壓推料器;4-預壓室;5-液壓壓緊器;6-上刀;7-下刀
H-2338型液壓剪切機是半自動化作業,有一個大裝料槽(7000×1600毫米)和一個最大行程為950毫米的長刀(1650毫米),刀的行程數為每分鐘3~4次。使用這種剪切機可以剪切下列截面的廢金屬:圓形和方形截面-120~125毫米;40號槽形截面和帶、板截面-1400×56毫米。其剪切能力為8~15噸/小時。
許多再生有色冶金企業越來越廣泛地采用AKHA型液壓剪切組合機,這種組合機是由蘇聯亞速鍛壓設備生產聯合體生產的。廢金屬送入裝料室(4800×2500×800毫米)后,由預壓機械壓實。裝料室尺寸在預壓結束階段變小(4800×750×500毫米)。預壓和裝料室壓蓋的液壓缸額定應力皆為1500千牛頓。擠壓后的廢金屬由給料機械送入剪切機的料口、剪刀的下方。壓緊器再將廢金屬進一步壓實并在剪切過程中將其牢牢地夾持在剪切機的料口寬度內。AKHA型組合機能在不斷裝入新料的同時對預壓好的廢金屬進行剪切。
組合機可以產生3150千牛頓的剪切力,能夠剪切:直徑在100毫米以內的圓形截面廢料;一端在90毫米以內的方形截面廢料;厚度在50毫米、寬度在700毫米以下的廢板。剪刀長度不小于800毫米,額定負荷下的剪切次數為每分鐘5次,剪刀最大行程650毫米。
剪切汽車及拖拉機的廢散熱器,適宜用專門的液壓剪切機(圖5)。這種專用液壓剪切可以手控和半自動化作業。剪切力為4000千牛頓的剪切機,其活動刀行程為300毫米,可以剪切橫截面在970×250毫米以內的廢散熱器。
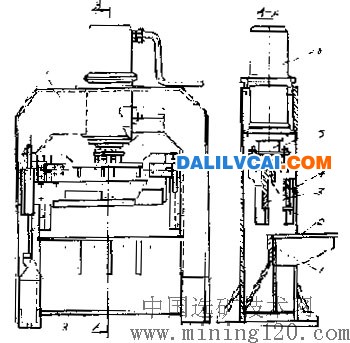
圖5 用于剪切廢散熱器的液壓剪切機
1-固定剪刀;2-臺面;3-活動剪刀;
4-壓緊器;5-活塞桿;6-液壓缸;7-機架;8-導軌
破碎和粉磨 需要進行破碎和粉磨的廢有色金屬包括鑄造廢件與廢料、超限尺寸的輕質廢件、廢電纜與廢導線、廢定子繞組、廢電動機、廢鉛蓄電池、廢屑、打包的廢有色金屬等。
根據破碎產品的尺寸,破碎機分為粗碎機(250~300毫米)、中碎機(25~30毫米)和細碎機(3毫米以下)。各種破碎機可以是通用的,也可以是專用的。通用破碎機包括:落錘式破碎機、顎式破碎機、錘式破碎機和轉子式破碎機。粉磨一般采用轉子式磨碎機和碾碎機。專用破碎機有撕包機、拆罐機、刨屑粗加工滾筒。
落錘式破碎機適用于破碎大型廢鑄件、爐渣和浮渣,分為固定式(K-21型,K-26型)(圖6)和移動式(MC-32型)兩種。落錘破碎是一種利用下落鋼體-落錘打碎廢料而進行的機械加工。落錘重量從500~1000千克到6~15噸不等。原料料塊的最大尺寸為1500~2000毫米,碎后料塊的最大尺寸為500~300毫米。落錘式破碎機處理重有色金屬廢料的能力為2.0~2.5噸/小時。
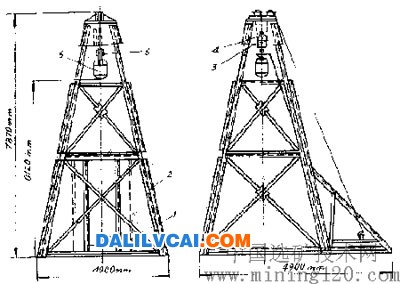
圖6 K-26型小型落錘式破碎機
1-破碎位置;2-金屬機架;3-高度限定器;
4-滑輪;5-吊架;6-落錘
鱷式破碎機適用于爐渣、熔劑和廢蓄電池的中碎及細碎。鱷式破碎機的縮小率為3~5,作業可靠性強,使用方便。
廢電纜、廢導線、廢汽車蓄電池、爐渣等的破碎,適宜用沖擊式(錘式和轉子式)破碎機。
在錘式破碎機中,是由鉸接在旋轉轉子上的錘來進行破碎的。破碎沖擊力的大小,取決于錘的重量以及轉子的旋轉速度。
在轉子式破碎機中,實施破碎的物體是牢牢固定在旋轉轉子上的杵槌。錘(杵槌)式破碎機的結構如(圖7)所示。M8-бБ型破碎機的重量為2310千克,在直徑為800毫米的轉子上裝有6排共96只錘。轉子轉速為1000轉/分,裝料塊度為200毫米。錘式和轉子式破碎機的生產率高,縮小率大(可達50)。破碎能力和破碎質量取決于卸料篩的類型、篩孔尺寸、錘(杵槌)與篩之間的距離。這一距離可根據被破碎物料的種類加以調節。破碎廢電纜時,間距一般用15~20毫米;破碎廢導線時,間距為2~3毫米;破碎廢鑄件時,間距一般用15~20毫米;破碎廢導線時,間距為2~3毫米;破碎廢鑄件時,間距為35~45毫米。
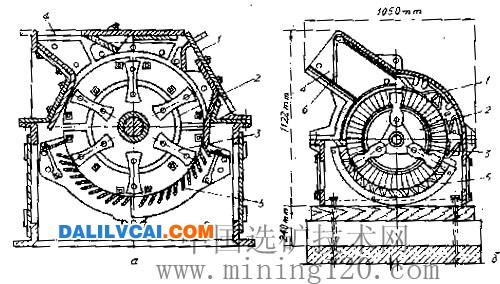
圖7 M8-бБ型(a)和M6-4Б型(δ)錘式破碎機
1-機殼;2-轉子;3-活動垂;4-裝料口;5-下料篩;6-防護板
蘇聯國內有些再生有色冶金企業采用(前)西德林德曼公司和美國哈密密爾公司的破碎機加工廢有色金屬。哈密密爾公司的破碎機(圖8)有一個預壓裝置,因此提高了破碎能力。破碎機的轉子上裝有數個活動的鑄鋼錘,破碎后的物料經格篩卸出。破碎機機殼的內襯是耐磨鋼做的護面板,用螺栓固定。機蓋打開,物料即可進入破碎機內。使用這種破碎機可以處理最大尺寸為3000×1400毫米、厚達10毫米的廢板以及1100×600×600毫米的塊狀廢料。破碎后的物料塊度為0~150毫米。破碎機的破碎能力達10~20噸/小時。
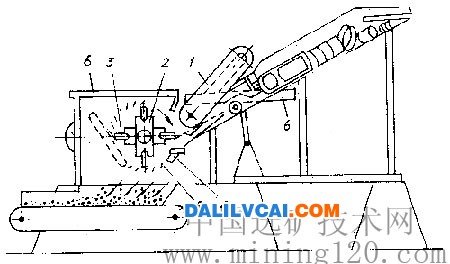
圖8 哈密密爾公司的破碎機
1-預壓裝置;2-轉子;3-活動錘;4-切割桿;5-格篩;6-機蓋
林德曼公司的破碎機(圖9)可以破碎長度在5000毫米、寬度在1400毫米以內的廢件與廢料(壓制后的廢汽車殼體)。裝料采用供料輥或帶式傳送裝置。林德曼KR-175/160型破碎機有一個直徑1750毫米、長度1600毫米的轉子,轉子上安裝有26個錘,每個錘的重量為26千克。轉子轉速600轉/分。成套設備包括一個風力分選機及磁選和吸塵系統。
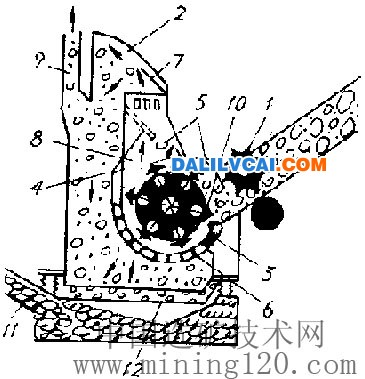
圖9 林德曼破碎機示意圖
1-配有供料輥和帶式傳送裝置的裝料系統;2-專用型機殼;
3-撕裂和預碎用鐵砧;4-反射及彈回擋邊;
5-廢料塊;6-篩7-上篩截止閥;8-大顆粒卸出閥;
9-進入吸塵系統的細粒出口處;10-錘;11-傳送裝置;12-振動傳送裝置
在破碎含鋁廢料時,設備生產率可達20噸/小時,破碎后的料塊尺寸為0~85毫米。由吸塵裝置排放出的空氣含塵量不超過20毫克/米3。
白俄羅斯再生有色金屬管理局計劃采用其中包含有林德曼破碎機的流水線,用于處理鉛包皮或鋁包皮以及編織外皮的廢銅電纜。流水線的處理能力為2.5噸/小時。
再生原料的細碎采用錘式破碎機、刀式粉碎機以及磨碎機、碾機和粉磨機。ИПР型粉碎機適用于在風選工靜電分選前對廢電導線的細碎。ИПР-450型轉子式粉碎機由剪切室、裝料口、下料篩、傳動裝置和通風系統組成。機身上裝有固定刀。帶活動刀的轉子在剪切室內旋轉。刀與轉子間的切距調節范圍為0.3~0.4毫米。機身下部有一個可拆卸的篩子,粉碎后的物料經篩子卸出。原料的塊度為300毫米。粉碎機的生產能力,處理廢蓄電池為1500~2000千克/小時,處理廢電導線為400~500千克/小時。

