
金屬或合金的電化學氧化。將金屬或合金的制件作為陽極,采用電解的方法使其表面形成氧化物薄膜。金屬氧化物薄膜改變了表面狀態和性能,如表面著色,提高耐腐蝕性 、增強耐磨性及硬度,保護金屬表面等。例如鋁陽極氧化,將鋁及其合金置于相應電解液(如硫酸、鉻酸、草酸等)中作為陽極,在特定條件和外加電流作用下,進行電解。陽極的鋁或其合金氧化 ,表面上形成氧化鋁薄層 ,其厚度為5~20微米 ,硬質陽極氧化膜可達60~200微米 。陽極氧化后的鋁或其合金,提高了其硬度和耐磨性,可達250~500千克/平方毫米,良好的耐熱性 ,硬質陽極氧化膜熔點高達2320K ,優良的絕緣性 ,耐擊穿電壓高達2000V ,增強了抗腐蝕性能 ,在ω=0.03NaCl鹽霧中經幾千小時不腐蝕。氧化膜薄層中具有大量的微孔,可吸附各種潤滑劑,適合制造發動機氣缸或其他耐磨零件;膜微孔吸附能力強可著色成各種美觀艷麗的色彩。有色金屬或其合金(如鋁、鎂及其合金等)都可進行陽極氧化處理,這種方法廣泛用于機械零件,飛機汽車部件,精密儀器及無線電器材,日用品和建筑裝飾等方面。
摘要:目前世界經濟復蘇仍不明朗,但光伏產業一枝獨秀。本文介紹了光伏產業鏈中太陽能鋁型材在表面處理過程中所遇到的幾個主要問題,根據作者多年的研究和生產實踐,分析了出現問題的一些原因,并提出相應的解決辦法。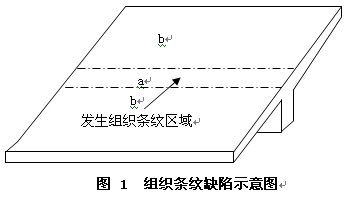
摘要:目前世界經濟復蘇仍不明朗,但光伏產業一枝獨秀。本文介紹了光伏產業鏈中太陽能鋁型材在表面處理過程中所遇到的幾個主要問題,根據作者多年的研究和生產實踐,分析了出現問題的一些原因,并提出相應的解決辦法。
關鍵詞:太陽能;鋁型材;陽極氧化
為了滿足不斷增長的能源需求,太陽能正迅速崛起為目前可利用的能源中最可行的選擇之一。歐洲目前是全球最大的光伏發電市場,預計到2020年,太陽能電力將滿足歐洲15%的電力需求。太陽能具有可再生和環保等方面的特點,這種優勢讓包括中國在內的許多國家將太陽能作為重點發展的新能源產業。中國大陸光伏產品主要供應給歐美市場,國內市場份額很小。近年來,由于歐美各國市場需求的增大,我國光伏產業取得了快速的發展,最近5年的年均增長速度達到40%以上。在政策進一步加大扶持力度的背景下,未來光伏產業的增長前景將更為廣闊。
預計2010年我國生產的太陽能鋁型材總產量高達近50萬噸。太陽能鋁型材(通常為6063鋁合金)不同于普通的建筑鋁型材,無論是內在質量,還是表面質量,一般都要求更高,特別是額外有貼復合膜要求,生產廠家往往因成品率不高,或時有出現退貨現象,導致生產成本難以降低。本文針對高品質太陽能鋁型材在陽極氧化表面處理過程中所遇到的幾個主要問題,提出相應的一些實用解決辦法,供同行們參考。
1. 存在組織條紋
我們看到的擠壓坯料表面條紋一般有二種,一種是由擠壓模具定徑帶表面粗糙或粘粒所引起的擠壓痕,這種缺陷常常在擠壓坯料階段就可見,缺陷嚴重時也有手感,其實很輕微的擠壓痕不影響美觀,經噴砂處理或適當延長堿洗時間后也容易消除;另一種是內在組織條紋,在擠壓坯料階段大都不能發現,但只要經短暫堿洗后就顯露,組織條紋通常貫串于工件的整個壁厚,因此,隨堿洗時間越長,往往表面條紋越明顯。
組織條紋一般由焊合不良、金屬流動不均勻和鑄棒表皮物三種原因引起。對太陽能鋁型材在模具設計時,大都將焊合線移至非裝飾面或角上,因此,太陽能鋁型材的組織條紋缺陷可認為主要有金屬流動不均勻和鑄棒表皮物二種原因引起。
1)金屬流動不均勻
當一個工件表面的對應另一面存在厚度變化時(見圖1),在工件的擠壓過程中就容易產生金屬流動不均勻現象,即a區的流出速度與b區存在一定差異,或受到附加拉應力作用,或受到附加壓應力作用。由于附加
應力的存在,使兩區對原始晶粒的破碎情況與隨后的再結晶修復過程有所不同,繼而導致工件表面存在顯眼的外觀差異,即出現組織條紋,消除這種組織條紋主要從改進模具設計、模具加工和模具保養著手。但單就擠壓坯料而言,即使是經過時效熱處理后,也往往很難判斷該擠壓材是否存在由于金屬流動不均勻所引起的組織條紋。如在擠壓時不及時發現,待大量擠壓坯料進入陽極氧化車間才發現,那為時已晚,就會造成不可彌補的經濟損失。生產廠家比較行之有效的一種簡單方法:將試模基本合格的擠壓坯料及時送往陽極氧化車間用堿洗法顯現試驗,當確定無組織條紋后方進行批量生產為妥。
2)鑄棒表皮物
擠壓鑄棒的表皮一般存在較多的氧化物,Mg2Si和AIFeSi金屬間化合物也往往偏高[1],在正常的擠壓過程中,鑄棒表皮物基本上都留在擠壓壓余內,但在下列幾種情況下會隨擠壓流入工件內:
a)鑄棒溫度低于擠壓筒溫度 相對擠壓筒溫度,如果鑄棒溫度太低,由于產生的摩擦力太大,會改變鑄棒表皮物的擠壓流型,導致表皮物通過模子后流入擠壓工件內。表皮物常以線狀流入工件,在陽極氧化堿洗過程中,因表皮物與基體金屬存在腐蝕差異而出現外觀條紋。通常擠壓筒溫度取390~420℃,鑄棒加熱溫度取460~500℃。
b)鑄棒表面油污太多 鑄棒表面存在油污的多與少,一定程度會影響鑄棒表皮物的擠壓流型。油污多會使鑄棒表皮與擠壓筒內壁摩擦力下降,在擠壓過程中表皮物的流動趨于加快,因而容易流入工件,形成外觀組織條紋。生產廠家需保持鑄棒表面清潔,對表面存在較多油污的鑄棒可用一般洗潔精溶液清洗干凈。
c)擠壓筒內壁殘留物較多 當擠壓筒與擠壓墊間隙過大,特別是當擠壓筒出現不正常鼓形現象時,擠壓筒內壁會余積較多鑄棒表皮物,在這種情況下擠壓工件上難免出現組織條紋。對應措施:檢查擠壓筒與擠壓墊的配合尺寸是否合理;每班1~2次用清理墊處理擠壓筒內壁殘留物;一旦發現擠壓筒出現鼓形,及時更換擠壓筒;定期對擠壓軸與擠壓筒進行對中調整。
2. 外觀不一致
外觀的一致性主要涉及顏色、細膩度與光澤度三個問題。目前我國太陽能鋁型材表面處理工藝名目繁多,一般來說隨表面處理工藝不同,不同程度上都會對顏色、細膩度與光澤度產生影響。
目前國內太陽能鋁型材的砂面處理都采用機械噴砂,當然砂粒大小會直接影響產品外觀的細膩度。國內的機械噴砂機現有噴鋼砂與玻璃砂兩種,兩者就光澤度而言,用玻璃砂得到的砂面比鋼砂光澤度要好,外觀顏色趨白,而鋼砂處理表面相對趨灰一點,因而在陽極氧化堿洗時應適當延長時間。一般對用玻璃砂處理的鋁型材后道堿洗時間為2~4min,對用鋼砂處理的鋁型材堿洗時間為5~8min。鋼砂處理的一個最大優點是容易消除輕微的擠壓痕,對擠壓坯料表面質量要求相對較低。
大多數太陽能鋁型材要求≥15?m陽極氧化膜,如在陽極氧化過程中采用普通的冷封閉處理,即使在冷封閉槽液中加入一定量的乙酸鈷進行顏色彌補,也難免解決封閉后顏色發綠問題,歐美國家習慣視鋁型材封閉發綠為一種產品缺陷,因此,國內生產太陽能鋁型材廠家紛紛改用封閉發綠現象相對較輕的中溫封閉工藝。在抗熱裂性方面,中溫封閉工藝也好于普通的冷封閉。
即使是采用同樣的生產工藝,同一廠家生產出的不同批次太陽能鋁型材,也時常出現外觀細膩度與光澤度不一致的問題。有關這兩個問題產生的一些原因及解決辦法歸納如下:
1)細膩度不一致
在微觀上,鋁合金表面都是由晶粒和晶界所組成[2],晶粒大小和晶界粗細的改變即引起外觀細膩度的改變,因此,表面細膩度不一致本質上就是表面的晶粒大小或晶界粗細不一致。人們往往青睞那些柔和、細膩的外觀,這就需要相對晶粒小、晶界細的組織結構。為得到穩定的晶粒小、晶界細的組織結構,主要注意下列兩點:
a)穩定擠壓用鑄棒的質量 國家標準對擠壓用鑄棒晶粒度要求≤2級,鑄棒的晶粒度大小無疑對擠壓工件的晶粒大小有一定的遺傳性。對質量要求高的廠家,擠壓生產應選用均質鑄棒,鑄棒經過均勻化退火處理可消除鑄棒內部組織偏析和鑄造應力,細化晶粒,改善鑄棒下一步壓力加工狀態和最終產品的性能[3]。
但不要時而用均質鑄棒,時而又用普通鑄棒,最好也不要采用多家生產的鑄棒,這樣因擠壓鑄棒多樣化,會導致擠壓坯料組織結構不穩定。
b)穩定工件的擠壓出口溫度 擠壓出口溫度是一個非常重要的工藝參數,對鑄棒加熱溫度控制和對擠壓速度控制,其實,歸根結底是對擠壓出口溫度控制。擠壓出口溫度不但影響工件的機械性能,也影響著工件隨后表面處理的外觀,當擠壓出口溫度太高時,工件的粗晶現象就不可避免。單就擠壓坯料而言,也難判斷工件是否存在粗晶現象,生產廠家可用表面熱電偶溫度計對擠壓出口溫度進行生產現場控制。
2)光澤度不一致
光澤度不一致涉及的可能原因很多,基材成分有較大差異無疑會導致工件光澤度不一致,一般基材的雜質含量越高,工件的光澤度也就越低。對擠壓而言,在控制擠壓出口溫度的情況下,一般擠壓速度越快,則工件表面越光亮;擠壓后的風冷淬火如不足,在引起再結晶晶粒粗大、強化相Mg2Si富集的同時,也使工件表面的亮度下降。對陽極氧化而言,堿洗工藝條件對光澤度影響最大,一般堿洗速度越快,工件的光澤度越高。因此,要保持工件表面的光澤度一致,主要需要穩定擠壓鑄棒的合金成分,穩定擠壓速度、風冷淬火條件,穩定陽極氧化的堿洗速度。
3. 貼復合膜粘膠
太陽能鋁型材不同于普通的建筑鋁型材,一個附加的產品要求是每根產品需要貼復合膜保護,并且要求所貼復合膜既粘合牢固,又要求待復合膜撕開后太陽能鋁型材表面不存在粘膠現象。這種要求對采用冷封閉工藝的廠家常常不是問題,與普通建筑鋁型材相比冷封閉工藝條件似乎不要作什么變化,但對采用中溫封閉工藝的廠家時常是一個頭痛的問題。這主要是冷封閉與中溫封閉兩者工藝的封閉機理不同,兩者需要“陳化”的時間不同。很多中溫封閉工藝使用廠家采取延長貼膜前的停放時間來緩解粘膠問題,這需要車間有足夠空間與周轉車輛。江蘇江陰東華鋁材科技材料有限公司無論是按品質,還是按產量,是國內公認的生產太陽能鋁型材龍頭企業,目前太陽能鋁型材月產量高達6000余噸,陽極氧化電泳材約占30%,陽極氧化封閉材約占70%(其中中溫封閉材約80%),在僅有的生產空間內完成如此寵大的產量,往往不允許稍長的停放時間,該公司靠強化生產工藝的管理,靠選用優質的生產原輔材料,較好地解決了貼復合膜粘膠問題。國內典型的中溫封閉工藝條件見表1。
表1 國內典型的中溫封閉工藝條件
|
工藝條件
|
一般使用條件
|
最佳使用條件
|
|
Ni2+
|
0.8~1.4g/L
|
1.0~1.2g/L
|
|
pH值
|
5.8 ~6.5
|
6.0 ~6.2
|
|
溫度
|
47~54℃
|
49~52℃
|
|
時間
|
0.8 ~1.2min/?m 隨槽液的pH值與槽液溫度而變
|
|
|
注:當Ni2+缺乏時補加乙酸鎳,JH-200中溫封閉劑*一般按乙酸鎳加量的1:1添加
|
||
*為中國.精細化學品集團有限公司產品。
為防止貼復合膜粘膠,主要應注意如下幾點:
1)擠壓坯料不能出現粗晶或粗晶帶組織
粗晶組織主要是由擠壓工件的出口溫度過高和風冷淬火能力不夠所引起,粗晶表面往往比細膩表面更容易發生復合膜粘膠現象。
2)堿洗時防止出現表面干貼現象
當堿洗槽液與處理鋁材之間的反應速度過快(由高濃度或高溫引起),或鋁材堿洗后吊起至水洗轉移速度太慢,或堿洗槽的槽端吹風機風力過大時,就容易出現處理鋁材表面干貼現象。一旦出現這種現象,即使延長后道的中和處理時間,也無法洗凈處理鋁材的表面,由此,會出現貼復合膜粘膠現象。
3)選用合適的中溫封閉劑
目前國內的中溫封閉劑主要組分大致有二類:一類是乙酸鎳、乙酸鈉與硼酸組分;另一類是乙酸鎳、有機胺與有機溶劑組分。用于太陽能鋁型材的中溫封閉劑,不宜工藝范圍過小、封閉速度過快,不然實際生產操作難以控制。因為如果是封閉質量不好,當然會貼復合膜粘膠,但當過封閉,尤其是出現表面起灰時,也會出現貼復合膜粘膠現象。
4)選用粘度合適的復合膜
貼復合膜粘膠問題無疑也與復合膜本身有關,復合膜生產廠家要與太陽能鋁型材廠家協調,以確定最合適的復合膜粘度。
PS:
所謂鋁的陽極氧化是一種電解氧化過程,在該過程中,鋁和鋁合金的表面通常轉化為一層氧化膜,這層氧化膜具有保護性、裝飾性以及一些其他的功能特性。從這個定義出發的鋁的陽極氧化,只包括生成陽極氧化膜這一部分工藝過程
PS:
所謂鋁的陽極氧化是一種電解氧化過程,在該過程中,鋁和鋁合金的表面通常轉化為一層氧化膜,這層氧化膜具有保護性、裝飾性以及一些其他的功能特性。從這個定義出發的鋁的陽極氧化,只包括生成陽極氧化膜這一部分工藝過程


