
一:背景與現狀
1、2011年10月由北京華邦 天控科技發展有限公司與中鋁國際沈陽鋁鎂設計研究院有限公司合資成立北京華宇天控科技有限公司,從此建成一支完整的研發、設計、制造團隊。從爐窯的開發、焙燒控制系統的升級、焙燒工藝技術的完善,為用戶提供高質量、高性能的產品以及完善的技術服務。
2、2013年4月,與瑞士R&D Carbon 公司正式簽署技術合作與轉讓協議,雙方將分享和提升炭素焙燒相關工藝及控制技術,合作推出新的焙燒控制系統聯合品牌 -- ARFS,這是國際、國內炭素焙燒領域內的一個創舉,必將促進國內炭素焙燒技術的革新與進步,并以極具競爭力的姿態全面走向國際市場。
3、有關雙方合作的消息敬請訪問R&D Carbon Ltd.的官方網站

華宇天控技術團隊與瑞士R&D首席顧問Ulrich Mannweiler博士合影
二:焙燒工藝技術研發
1、沈陽鋁鎂設計院—華宇天控—R&D
共同建立炭素技術中國研發中心
中鋁國際沈陽鋁鎂設計研究院有限公司
北京華宇天控科技有限公司
瑞士R&D公司
三方合作,成立炭素技術中國研發中心
中心設于沈陽鋁鎂設計研究院
2、焙燒中心工藝研發 – 焙燒爐數學模型
研發中心將依托沈陽鋁鎂設計院、瑞士RD公司、北京華宇天控三家強大的研發設計能力,豐富的產品設計應用及工程實施調試經驗,組建強大的科研隊伍,利用計算流體力學(CFD)技術,通過計算機模擬流體流動、傳熱、燃燒等物理現象,對焙燒爐內溫度場、流場、濃度場進行仿真計算分析,建立焙燒爐數學模型,同時對燃控系統如排煙、燃燒器等關鍵設備進行設計計算仿真,模擬工藝過程,從而結合生產不斷改進,指導焙燒爐的設計及工藝、設備整體提升,實現提升陽極品質、節能減排、延長焙燒爐壽命的目的。
一些已進行的研究及成果
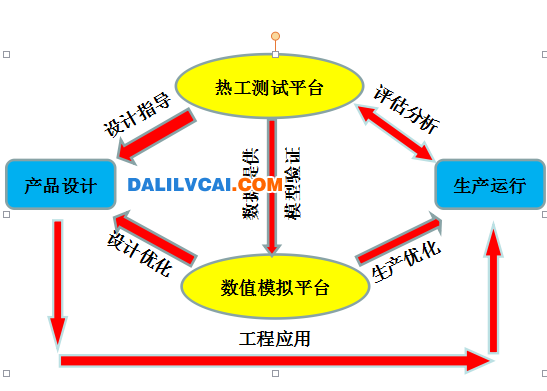
炭素爐窯技術研究方法
SAMI炭素以研發中心為依托,擁有一流的熱工測試、數值模擬及工業優化試驗平臺。通過數值模擬的方法對爐窯結構和操作參數進行優化研究,并采用熱工測試的平臺對設備實際運行狀態以及工藝控制的合理性進行評估分析,形成一套從研發——設計——運行的研發手段,開發具有自主知識產權的炭素爐窯新技術。
熱工測試平臺介紹
熱工測試平臺主要功能:
測量爐內不同位置溫度;
測量爐窯外表面溫度;
爐窯散熱量測試;
爐內壓力分布測量;
煙氣流量測量;
煙氣成分測量;
燃料供入量測試。
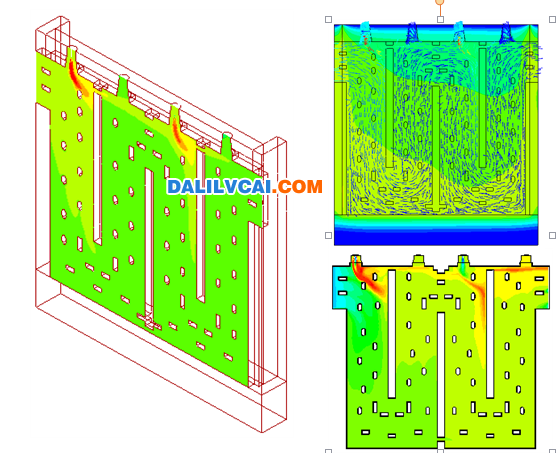
陽極焙燒爐全息仿真模型
主要功能:
獲取爐內火道和料箱流場、溫度場、物質濃度場
工藝控制參數優化
爐型結構優化
爐體材料驗證和優化
燃控系統設備優化
模型耦合對象:
火道、料箱內的氣體流動
氣固傳熱計算
料箱漏氣
焦油、揮發份析出及燃燒
燃料的燃燒
焙燒爐燒嘴模擬模型
燒嘴仿真模擬模型功能:
通過模擬燒嘴內的燃氣流動狀況,分析燒嘴的結構合理性,優化燒嘴結構;
通過對燃氣壓力的優化實驗研究,獲取最佳的燒嘴燃料供給壓力。
對燃燒火焰長度的分析,優化火焰的長度。
北京華宇天控科技有限公司
焙燒工藝及控制技術介紹
2013年5月13日

一:背景與現狀
1、2011年10月由北京華邦 天控科技發展有限公司與中鋁國
際沈陽鋁鎂設計研究院有限公司合資成立北京華宇天控科技
有限公司,從此建成一支完整的研發、設計、制造團隊。從
爐窯的開發、焙燒控制系統的升級、焙燒工藝技術的完善,
為用戶提供高質量、高性能的產品以及完善的技術服務。
2、2013年4月,與瑞士R&D Carbon 公司正式簽署技術合作與
轉讓協議,雙方將分享和提升炭素焙燒相關工藝及控制技術,
合作推出新的焙燒控制系統聯合品牌 -- ARFS,這是國際、國
內炭素焙燒領域內的一個創舉,必將促進國內炭素焙燒技術
的革新與進步,并以極具競爭力的姿態全面走向國際市場。
3、有關雙方合作的消息敬請訪問R&D Carbon Ltd.的官方網站:
http://www.rd-carbon.com/aluminium-industry/automatic-
firing-control-system.html
二:焙燒工藝技術研發
1、沈陽鋁鎂設計院—華宇天控—R&D
共同建立炭素技術中國研發中心
中鋁國際沈陽鋁鎂設計研究院有限公司
北京華宇天控科技有限公司
瑞士R&D公司
三方合作,成立炭素技術中國研發中心
中心設于沈陽鋁鎂設計研究院
2、焙燒中心工藝研發 - 焙燒爐數學模型
研發中心將依托沈陽鋁鎂設計院、瑞士RD公司、北京華
宇天控三家強大的研發設計能力,豐富的產品設計應用及工程
實施調試經驗,組建強大的科研隊伍,利用計算流體力學
(CFD)技術,通過計算機模擬流體流動、傳熱、燃燒等物理
現象,對焙燒爐內溫度場、流場、濃度場進行仿真計算分析,
建立焙燒爐數學模型,同時對燃控系統如排煙、燃燒器等關鍵
設備進行設計計算仿真,模擬工藝過程,從而結合生產不斷改
進,指導焙燒爐的設計及工藝、設備整體提升,實現提升陽極
品質、節能減排、延長焙燒爐壽命的目的。
一些已進行的研究及成果
炭素爐窯技術研究方法
SAMI炭素以研發中心為依托,
擁有一流的熱工測試、數值模擬
及工業優化試驗平臺。通過數值
模擬的方法對爐窯結構和操作參
數進行優化研究,并采用熱工測
試的平臺對設備實際運行狀態以
及工藝控制的合理性進行評估分
析,形成一套從研發——設
計——運行的研發手段,開發具
熱工測試平臺
產品設計 生產運行
數值模擬平臺
工程應用
有自主知識產權的炭素爐窯新技
術。
7

數值模擬仿真平臺介紹
數值模擬仿真平臺主要功能
◇獲取爐內流場、溫度場、物質濃度場分布狀況 ◇工藝控制參數優化研究
◇爐型結構和材料優化研究
◇設計產品數值模擬驗證
8
熱工測試平臺介紹
熱工測試平臺主要功能:
Ø測量爐內不同位置溫
度;
Ø測量爐窯外表面溫度;
Ø爐窯散熱量測試;
Ø爐內壓力分布測量;
Ø煙氣流量測量;
Ø煙氣成分測量;
Ø燃料供入量測試。
9
陽極焙燒爐全息仿真模型
焙燒爐全息仿真模型
主要功能:
Ø獲取爐內火道和料箱流場、
溫度場、物質濃度場
Ø工藝控制參數優化
Ø爐型結構優化
Ø爐體材料驗證和優化
Ø燃控系統設備優化
模型耦合對象:
Ø火道、料箱內的氣體流動
Ø氣固傳熱計算
Ø料箱漏氣
Ø焦油、揮發份析出及燃燒
Ø燃料的燃燒
10
焙燒爐燒嘴模擬模型
燒嘴仿真模擬模型功能:
Ø通過模擬燒嘴內的燃氣流動狀
圖3-1 燒嘴結構示意圖
況,分析燒嘴的結構合理性,
優化燒嘴結構;
Ø通過對燃氣壓力的優化實驗研
究,獲取最佳的燒嘴燃料供給
圖3-2 燒嘴三維結構圖
壓力。
Ø對燃燒火焰長度的分析,優化 火焰的長度。
圖3-3 計算區域網格圖和局部放大圖
3、研發成果及未來展望
(1)指導焙燒爐爐型設計
火道溫度均勻性優化技術
單位:K
方案一 方案二 方案三
不同優化方案火道溫度分布圖
(2)指導高效能燃燒器設計
通過采用數值模擬的方法,對燒嘴中氣體流動過
程進行模擬,在此基礎上研究不同進出口壓差和進口
壓力對燒嘴內氣體流動狀態的影響,從而得到一個最
優化的燃氣消耗量和噴燃速度。
14
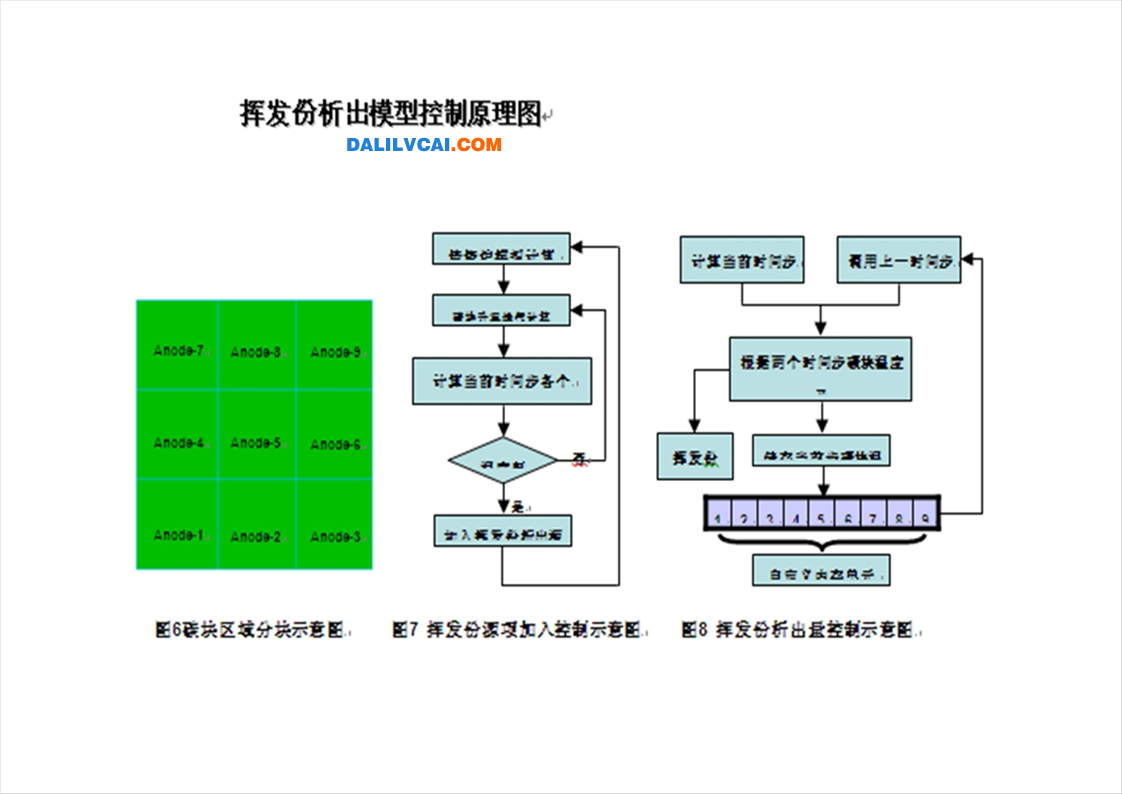
(3)指導設計新型燃燒控制系統
吸收RD控制系統先進控制策略,主體控制模塊對
焙燒爐進行區域劃分,根據工藝要求分別設置合適的
控制目標,采用有效控制手段,利用模糊自適應專家
系統,按優先級解決控制目標間的沖突,保證總體控
制效果的提升。
(4)提升節能減排的水平
由于世界能源市場越來越嚴峻,環境嚴重破壞,
陽極炭素焙燒的發展將更加關注于節能減排,一些研
發方向包括:
• A:優化焙燒爐火道和連通煙道結構設計
• B:選用新型材料砌筑焙燒爐
• C:增加碳粉燃燒裝置用于收集焙燒生產過程中產
生的灰粉,并將其作為主燃料的輔助品。
• D:引入焙燒過程在線數學模型分析計算,實現利
用陽極炭塊溫度而不是火道溫度來控制生產過程,
達到提升質量,優化過程的目的。
• E:優化炭素廠布局設計,將焙燒尾氣余熱用于生
陽極成型時瀝青粘合劑的熔融,從而降低整個生
產廠區的能耗水平。

三:控制系統升級
從上世紀90年代末期,我國從法國引進
的焙燒控制系統技術,運用消化吸收并創新
的國內技術,至今已過去近二十年,我公司
從2001年開始實施第一個陽極焙燒火焰控制
系統項目,至現在相比過去在設備及控制技
術已有巨大進步,控制系統的升級主要關注
于以下方面:
1、五項重要目標
1)更加優質和均勻的產品質量
提升焙燒產品真密度,實現上中下層品質的一致性。
2)更加小的單位產品能耗
優化燃燒及控制策略,降低能耗及單位產品覆蓋料消耗量 。
3)更長的焙燒爐使用壽命
優秀的焙燒裝置及優化的工藝和控制策略,在達到良好產
品品質的前提下,可有效消除焙燒爐局部過熱,降低火道內最
高溫度,延長焙燒爐使用壽命,焙燒爐維修周期期望值為150個
火焰周期。
4)更穩定的設備使用狀況
充分考慮焙燒實際情況,選用高品質設備及制造工藝,高
質量的調試維護培訓及工藝指導服務,確保了設備使用的可靠
性及穩定性 。
5)更好的車間運行環境
優異的設備性能及人性化設計,實現整個車間的自動化控
制,減輕工人操作的勞動強度,減少污染物排放,降低噪聲污
染,盡量少的減少設備維護工作量,為車間設備運行創建更好
的環境。
2、系統主體配置
火焰控制系統采用集中監控管理、分布實時控制的兩級分
布式實時控制系統,由中央集中監控系統及就地控制系統兩級
組成;每個火焰系統由一臺排煙架、一臺測溫測壓架、三臺燃
燒架、一臺零壓架、一臺鼓風架、一臺冷卻架組成。
中央集中監控系統通過工業以太網采集就地數據,經過相
應計算后返回就地控制整個火焰系統,緊急情況下,火焰控制
系統也可就地自動運行。
3、節能降耗措施
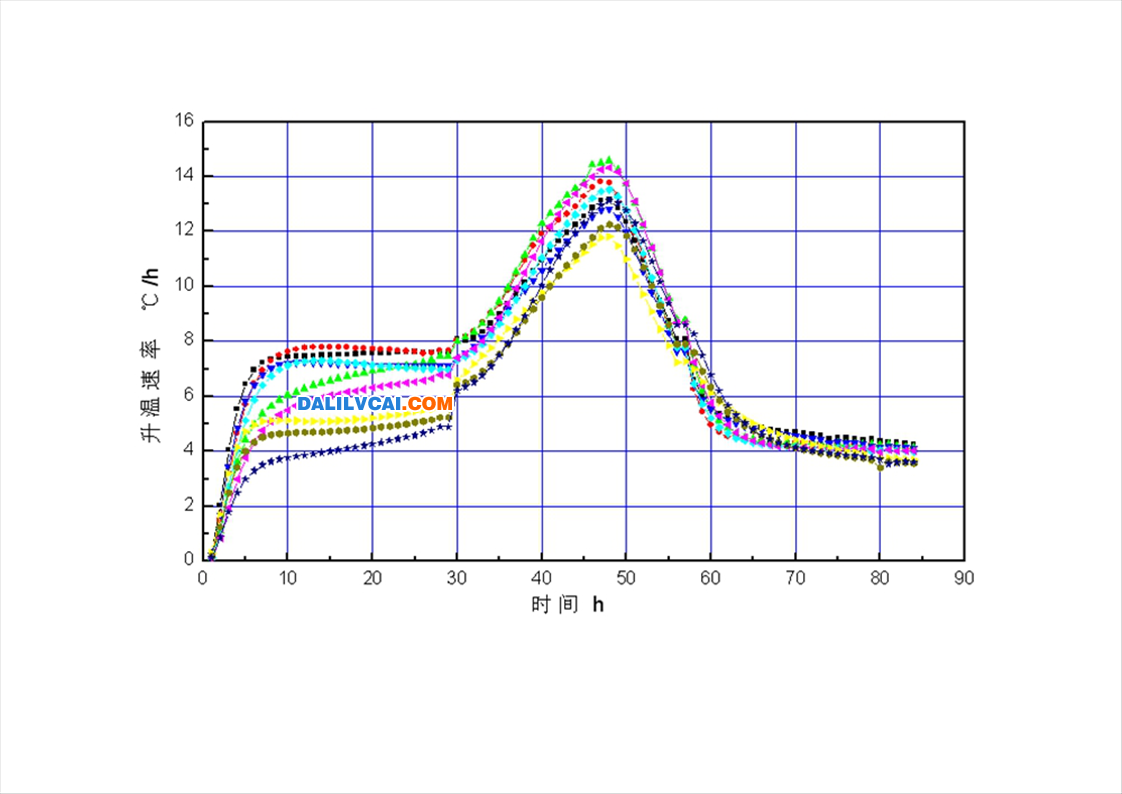
1)優化節能升溫工藝曲線
根據用戶的要求,本公司有專業工藝工程師在現場指導,
提供最優的焙燒爐生產運行工藝技術方案。在保證產品品質的
前提下,實現揮發份的完全燃燒、火道終溫的降低及余熱利用
等工藝操作,從而達到節能、環保與經濟運行。
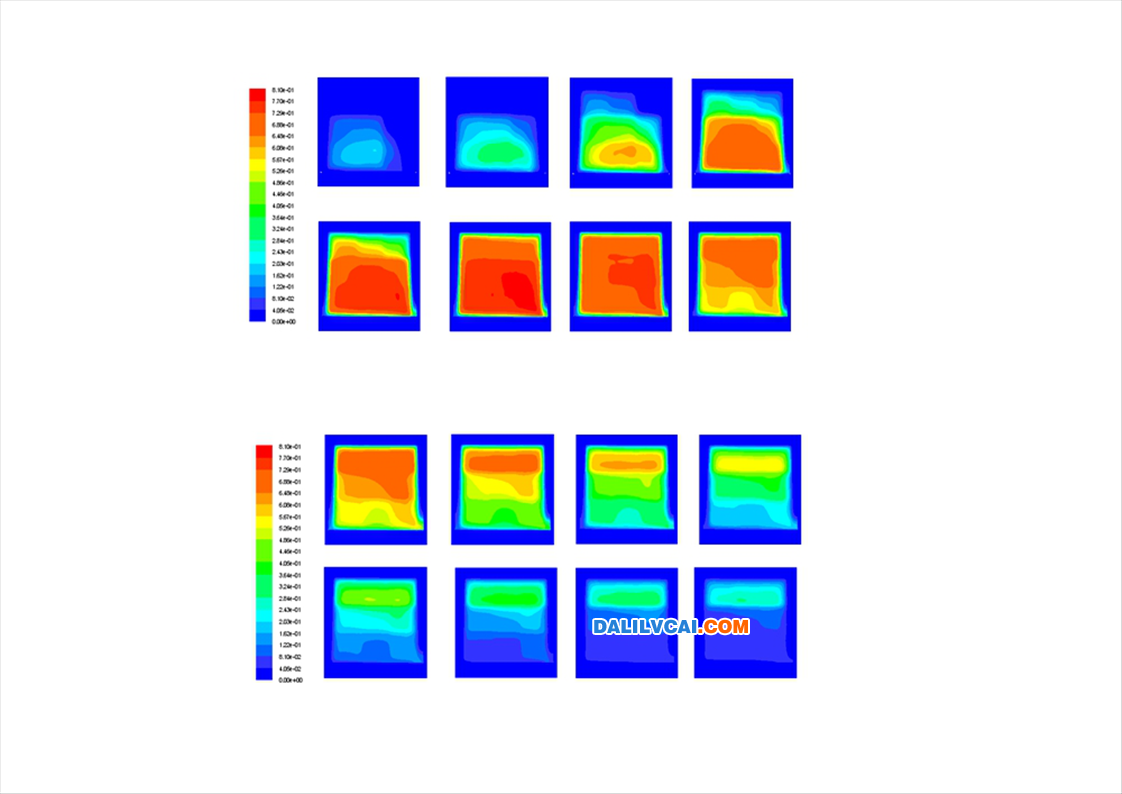
2)揮發份析出控制
系統特有的揮發份控制模塊,通過對揮發份析出機理的分
析,實現對揮發份完全燃燒的控制。

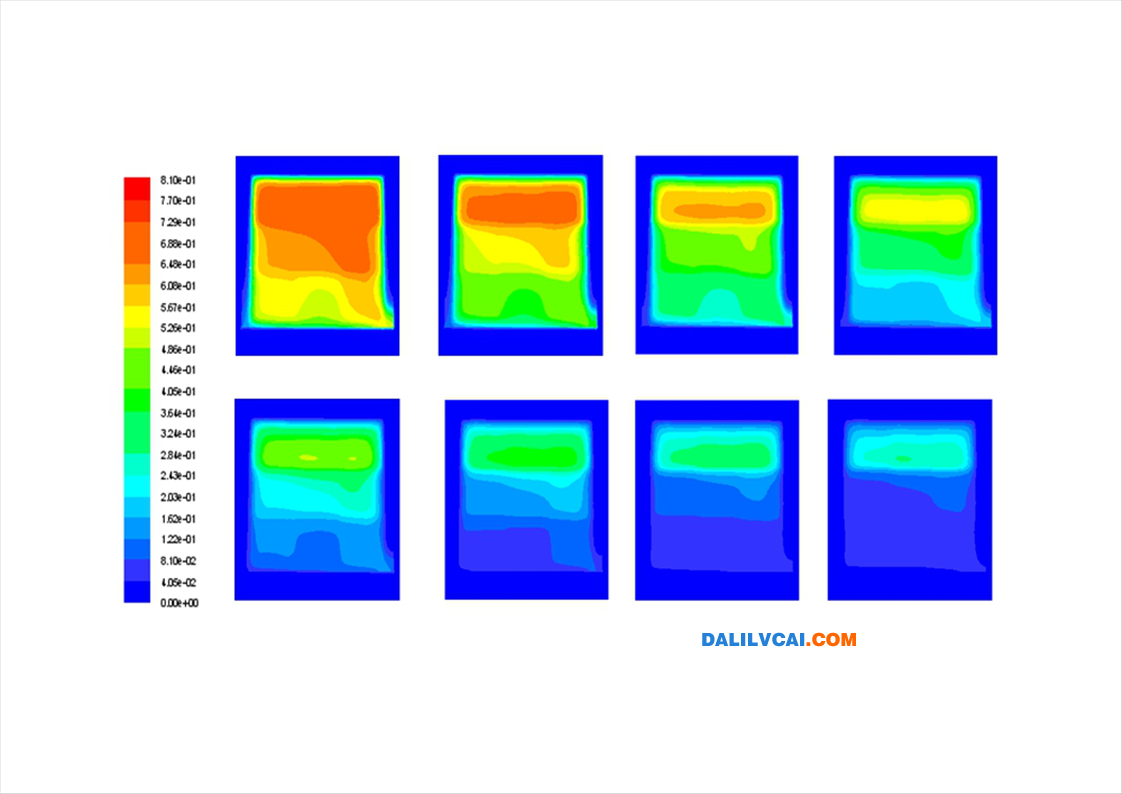
3-P焦油析出狀況:
57h 60h
72h 76h
不同時刻料箱內焦油析出狀況
64h 68h
80h 84h
3)新式燃燒器及燃燒器陣列綜合控制
根據焙燒爐的燃燒特點設計燃燒器的結構,可使燃氣噴射
時燃燒更充分,并有效降低火道上下溫差。考慮火道氣流特點,
上中下游燃燒器作為陣列控制,使燃燒更加充分,降低局部過
熱點,節能減排。
4)火道負壓綜合控制
所有控制都與火道負壓綜合控制相關,彼此互相影響,互
相牽制,由于是在同一條火道中,因此必須對負壓進行綜合控
制。在中控室管理機上設置優化控制軟件,通過模糊控制,多
變量最優控制等先進控制方法,對負壓進行綜合控制,以達到
最優效果。
5)爐面綜合保溫技術
爐面因為漏風會造成大量的熱量散失,因此我們通過配置
專用爐口磚,優化鼓風架,排煙架與火道接口,排煙架與煙道
接口等一系列措施,提高密封效果,降低熱量散失。
6)破損爐況最優控制
通常焙燒爐經過數年的運行后出現破損,造成漏風,使得
負壓不足,由此嚴重影響控制效果,造成能耗增加,揮發份不
能全部燃盡,制品均質性下降,爐面及爐口設備壽命縮短。通
過漏風狀況辨識,自動或人工調整升溫曲線,自動調整誤差參
數設定等方法,調整燃料功率,避免燃料過多消耗,避免火道
局部過熱,以達到爐況破損情況下的最佳控制效果。
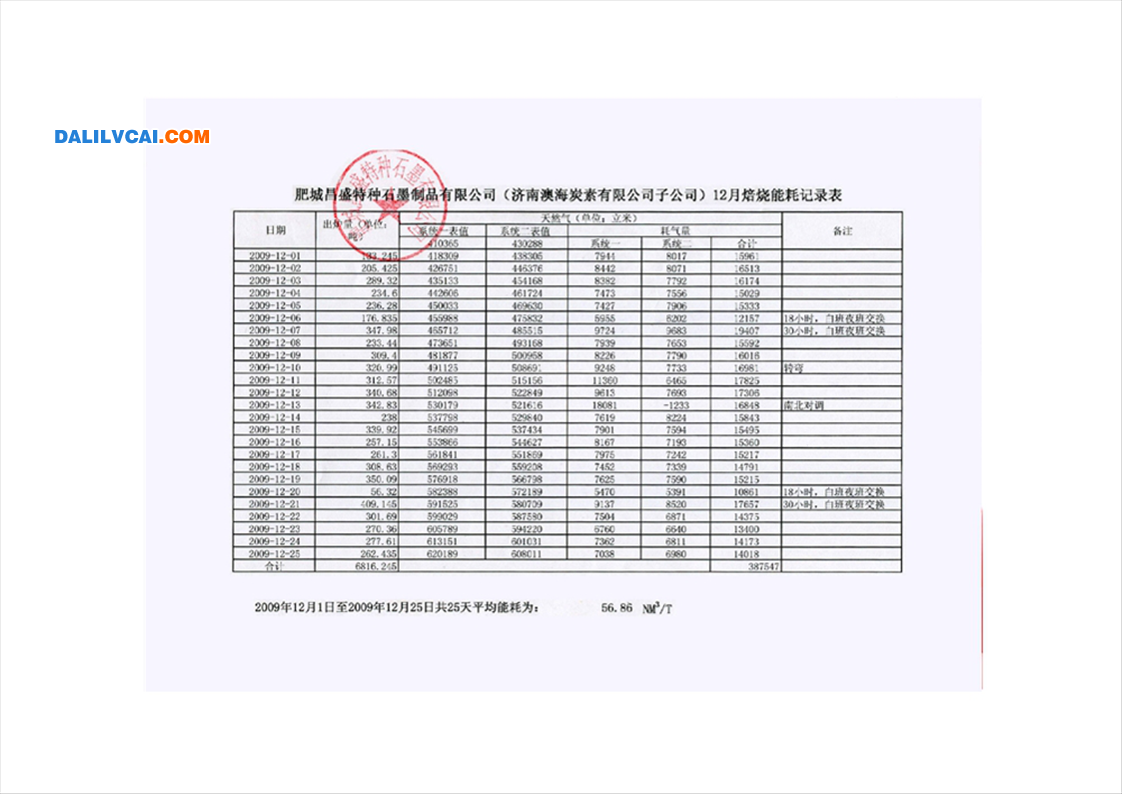
7)能耗品質指標實例
4、碳塊品質提升措施
1)合理的升溫、保溫工藝
利用先進的測試研究手段,制定合理的升溫、保溫工藝,確 保陽極溫度達到工藝要求,保證炭塊品質。
2)火道上下溫差均衡控制
選用新式燃燒器及新的爐型設計,制定合理的負壓制度,消 除溫度場極點,達到火道上下溫差均衡。
3)火道水平溫差均衡及火道控制
通過火道溫度偏移補償計算模塊,實現火道水平溫差均衡。
4)火道前后溫差均衡控制
通過火道負壓綜合控制、燃燒器陳列綜合控制、拐彎模式控制,
消除火道前后溫差,確保產品品質的一致性,達到產品質量的提升。
5)揮發份析出曲線控制
揮發份溢出時的快慢程度,將嚴重影響產品品質,特有的
揮發份燃燒控制模塊,以揮發份溢出模型為控制基礎,在保證
揮發份完全燃燒的同時,控制揮發份溢出速度在工藝要求范圍
之內,從而保證產品品質。
1-P焦油析出狀況
26h 27h 28h
圖25 不同時刻料箱內焦油析出狀況
2-P焦油析出狀況
29h 32h 36h 40h
44h 48h 52h 56h
圖31 不同時刻料箱內焦油析出狀況
3-P焦油析出狀況
57h 60h 64h 68h
72h 76h 80h 84h
圖40 不同時刻料箱內焦油析出狀況
5、高性能的關鍵控制測量設備
炭素廠環境惡劣,設備處于導電粉塵,高溫,機械震動沖
擊,電網干擾等不利因素下長期不間斷工作,高性能、高可靠
性的控制測量設備是實現系統優化控制的關鍵。華宇天控焙燒
自動控制系統充分考慮產品壽命、維護費用、升級費用、工藝
影響,選用高品質部件,打造全壽命綜合成品。
1)現場控制柜,PLC,工業空調
核心控制部件選用SIEMENS 或羅克韋爾(AB)等國際知名
品牌的PLC, 控制柜選用威圖(Rittal)等嚴格符合IP54設計標準
的產品,并配備工業空調,以適應粉塵大、溫度較高的爐面環
境,保證系統可靠性和穩定性,延長使用壽命。
2)蝶/閘閥及控制器
蝶閥閥芯為復合不銹鋼材料,耐氧化,使用方便靈活,使用壽命長, 耐溫可達600℃。
執行機構選用德國PS角行程電動執行機構,具有高度的設備可靠性和安 全性,獨特的轉矩開關可調整從50%~100%的最大轉矩,實現轉矩保護,防 止閥門被卡死時造成的閥桿損壞。在電機故障或閥門轉矩意外增加時(結焦 嚴重時)可以直接通過手輪進行手動控制。

3)Parker電磁閥
脈沖式供氣燃燒方式,通過電磁閥控制,實現快速啟動及關停,噴出燃 氣,在火道中燃燒,開啟周期20-60秒,由控制單元發出頻率信號控制噴入 天然氣量。該方式具有燃燒效率高、火道上下溫度小、易于進行自動控制、 延長焙燒爐壽命等特點。
本系統采用PARKER公司SKINNER系列電磁閥作為脈沖控制閥,該閥具有 結構小巧,工作可靠,可快速啟動或關停,控制精度高,使用壽命長,噪聲 低等特點。適合長期工作在焙燒工況環境下。
4)長壽命燃燒器 (專利號:ZL 2009 2 006728.X)
根據焙燒爐及燃氣燃燒的特性采用自主研發生產的并已獲得國家專利的
HB-SZ01型燃燒器,材料為耐高溫合成材料, 抗高溫氧化,大大提高了燃燒器
的使用壽命。根據焙燒爐的燃燒特點設計可使燃氣噴射時燃燒更充分,并有
效降低火道上下溫差。標準長度的燒嘴使用時配合爐口磚,其壽命可達3年。
5)高性能火道熱電偶
選用華宇天控公司專為鋁用焙燒研發生產的高性能熱電偶,
采用特殊合金保護套管,耐高溫,量程1300℃。
其特性滿足使用條件,性能指標、壽命達到國外同類產品
水平:使用三個月內,測量精度≤+/-0.75%;使用六個月內,
測量精度≤+/-1.5%。性能價格比高,已大量成功應用。

6)減壓穩壓閥
減壓穩壓閥是燃燒架關鍵部件, 減壓穩壓閥正確選擇對系
統的可靠性、穩定性及燃燒效果至關重要。
系統所選用的減壓穩壓閥為FISHER公司的減壓閥,專業用
于天然氣的減壓穩壓,壓力調節范圍大,動態穩壓效果好。使
用壽命長,故障率低、調節方便。
7)重油泵及過濾器
對于燃油系統,重油泵是燃燒架關鍵部件,重油泵的正確
選擇對系統的可靠性、穩定性及燃燒效果至關重要。
-采用全套德國進口齒輪泵,專業用于重油加壓,壓力高,無泄
漏,噪音小、壽命長,安裝保養方便,泵頭具有自調壓裝置,
調節方便。 對介質粘度適應范圍大。
適應國內燃油狀況,選用雙路可切換燃油過濾器,過濾精
度高,快開式設計清潔維護方便,可實現在工作中的油路過濾
切換,降低因過濾堵塞對生產帶來的影響,壽命長,穩定可靠。
8)可自注油風機
鼓風架采用變頻器對風機進行變頻調速,調整進風量,控制燃燒區上游 的火道零壓,防止返火,并提供燃燒區燃料燃燒和預熱區揮發份充分燃燒所 需要的氧氣。
采用可自注油的高性能風機。定期的對電機軸補充潤滑油,確保電機軸 在高溫狀態下得到充分潤滑,使用壽命長,故障率低。風機的電機為
Siemens電機。
冷卻架采用一臺獨立風機變頻集中控制,每條火道設置出
風口并帶有閥門調節,單風機相對于多風機來講,風量大,風
壓小,減少陽極氧化和填充料燒損。同時噪音低,維護工作量
大大降低。
9)不銹鋼波紋管
系統排煙、鼓風、冷卻采用不銹鋼金屬波紋管設計與爐面
連接,獨特的波紋管接口設計能很好適應地火道變形,確保密
封,防止空氣進入。
10)CO濃度傳感器
在排煙架出口設置一套CO濃度傳感器, 采用英國SICK 公司
生產在線非接觸式紅外測量CO濃度并轉換成4-20mA電流信號
輸出到控制單元, 通過該電流信號可判斷火道內的燃燒情況,
并分析燃料和揮發份是否燃燒完全,通過對負壓和燃料供給進
行自動調節,達到提高燃燒效率、節能降耗的目的。該濃度傳
感器,維護量小,安裝方便簡單。可直接顯示測量值,測量濃
度和極限值。
國內率先在排煙架上安裝紅外一氧化碳傳感器,并采集數
據如圖所示,利用該數據可分析燃氣、揮發份在火道內的燃燒
狀況,并可進行優化調節。

6、延長爐體壽命措施
(1)減少局部過熱,尤其是上部過熱
(2)在保證品質前提下通過均勻焙燒,延長保溫時間,
降低終溫。
7、提高自動控制水平,減少人員操作,完善
的性能,高品質設備確保系統全自動運行。
四:運行服務
1、工藝指導
新建焙燒爐,我公司提供一套完整的焙燒爐起
動(烘爐)作業指導書。用戶需按作業指導書的要
求,便可完成焙燒爐的起動工作。也可根據客戶的
需求,本公司安排專業人員在現場進行指導作業。
根據用戶的要求,本公司提供最優的焙燒爐生
產運行工藝技術方案。在保證產品品質的前提下,
實現節能、環保與經濟運行。
2、操作指導、培訓
為了使合同設備能順利運行,負責派遣有經驗和身體
健康的技術人員到設備現場進行技術指導。
指定現場總代表,負責總的技術指導,與廠家一起解決有關
技術問題和現場工作問題。并進行有關合同設備的安裝指導、
機械試驗、調試和性能保證等。而且,對廠家技術人員進行
有關合同設備的操作和維修保養方面的指導。
我方技術人員協助廠家在工廠現場培訓安裝、調試、生
產、設備維修和分析檢驗人員,盡力提高他們的技術水平。
同時本公司安排專業人員在生產現場進行現場指導作業,
解決生產中可能出現的工藝異常波動的問題,確保工藝技術
方案的目標實現。
3、設備售后服務
在產品體系中,售后服務是非常重要的環節,它直接影響
到產品使用效果、產品壽命、產品全壽命綜合成本、用戶滿意
度乃至企業形象。從成立至今,公司一直將售后服務工作放在
非常重要的地位上。經過多年的努力,公司已經建立并運行一
套完備的售后服務體系,給廣大用戶提供了優質、穩定、及時、
長期的售后服務,得到用戶的廣泛好評。
A:完備的管理體系
B:專門且專業的售后服務隊伍
C:快速且高效的響應
D:穩定充沛的備品備件支持
E:強大的工藝技術支持
F: 廣泛的技術及信息溝通
4、技術升級
公司擁有一個強大的研發隊伍,成員包括炭素
工藝、熱工工藝、控制理論、儀器儀表、機械設計
等領域的專家,同時還擁有十余位業內的客座炭素
工藝專家,常年通過合作開發或獨自開發,不斷推
出新技術,以保證產品技術始終處于國際領先水平。
對于產品升級,采取免費或只收取成本的方式,終
身提供服務。



