
1. 前言

隨著市場競爭的日益激烈,用戶對鋁型材產品的種類和質量要求不斷提高,使得鋁型材加工企業在產品種類上要不斷創新。其中,珍珠黑色鋁型材產品是在純黑色鋁型材產品的表面再涂裝一層透明電泳漆,使之擁有黑珍珠般的亮麗,因此深受各用戶的青睞,而珍珠黑色鋁型材的工藝控制較常規的香檳色和古銅色的生產控制難度更大,主要體現在生產時易出現顏色發紅、發灰、氧化膜剝落、漆膜表面無光澤或出現斑點等缺陷,無法滿足用戶的需求。本文就珍珠黑色鋁型材成功的生產工藝技術控制作個扼要介紹,以供同專家起個拋磚引玉的作用。
2. 珍珠黑色鋁型材的生產工藝流程
珍珠黑色鋁型材生產過程的原始材料為擠壓后經人工時效處理后的鋁型材,在預處理采用AC酸性脫脂劑脫脂、堿洗、硫酸中和。鋁型材氧化著色處理,采用硫酸陽極氧化及單鎳鹽電解著色。其生產工藝流程如圖1所示。
圖1 珍珠黑色鋁型材生產工藝流程
Fig. 1The engineering flow sheet of the pearly black aluminium profiles
3. 生產工藝控制
3.1 合金化學成分控制
擠壓型材的材質對著色的影響在古銅色鋁型材生產中已明顯表露出來,雜鋁含量過多易造成型材古銅色偏青、發灰和無光等技術質量問題。因此,為了提高珍珠黑色鋁合金型材的質量,必須嚴格地控制擠壓型材的合金成分,其中常用6063鋁合金的主要化學成分控制見表1所示。
表1 合金主要化學成分控制表
Table 1 The control of the alloying element
|
主要成分(%)
|
雜質成分(%)
|
|||
|
Mg
|
Si
|
Fe
|
Cu
|
Zn
|
|
0.5~0.75
|
0.43~0.60
|
<0.2
|
<0.08
|
<0.04
|
3.2 擠壓工藝控制
對6063鋁合金型材,國內外普遍采用的是在擠壓機出料臺上風冷淬火的熱處理技術,故要求擠壓件出模溫度必須達到淬火溫度,使Mg2Si強化相完全固溶。溫度過低,不能充分固溶;溫度過高會形成粗大的晶粒組織,尤其當出口溫度超過595℃時,材料可能發生過燒和Mg2Si相富集析出,從而使型材在陽極氧化過程中造成氧化膜內捕集Mg2Si而呈灰色,同時易形成粗大的再結晶組織,著色無光。因此,擠壓型材最佳出模溫度應控制在515~530℃。
3.3 預處理工藝條件
預處理主要是指脫脂、堿洗、中和和水洗四個過程,表面預處理的目的主要是去除鋁型材表面油污、自然氧化膜。在預處理過程中,脫脂要干凈,若除油不徹底,易出現斑點。堿洗是預處理工藝中最關鍵的步驟,堿洗劑以及添加劑,反應溫度、時間等不同程度地影響著鋁型材的表面光澤質量。其主要工藝技術參數如表2所示。
表2 預處理的工藝參數表
Table 2 The technological parameter of the pretreatment
|
工序名稱
|
槽液成分
|
參數
|
溫度
(℃)
|
時間
(min)
|
|
脫脂
|
AC脫脂劑
|
2%~3%
|
25~35
|
3~5
|
|
水洗
|
自來水
|
室溫
|
1~3
|
|
|
堿蝕
|
NaOH
|
NaOH:45~55 g/L
Al3+:30~75 g/L
總堿度:150~165
|
50~60
|
2~4
|
|
水洗
|
自來水
|
PH≤12
|
室溫
|
1~3
|
|
水洗
|
自來水
|
PH≤10
|
室溫
|
1~3
|
|
中和
|
H2SO4
|
185~220g/L
|
室溫
|
3~5
|
在表2的工藝技術參數條件下,預處理的主要特點是:
(1) 腐蝕時間延長至新槽時的2倍也不會發生過腐蝕;
(2) 腐蝕時間延長至新槽時的2倍也不會發生過腐蝕;
(3) 腐蝕出來的型材光潔度優于鋁離子含量更高時;
(4) 堿蝕溫度不宜高于6O℃,時間控制在2~4min內。
3.4 氧化工藝條件
3.4.1 陽極氧化失光
黑色外觀的視覺黑色深度與表面光亮度有很大關系,材料越光亮,外觀越趨于純黑色。對于著純黑色的型材,要控制陽極氧化電流密度,在硫酸質量濃度165~185g/L條件下,電流密度應取120~140A/㎡為宜。電流密度越大,失光越嚴重,且氧化膜的孔隙率越小,不利于后道工序著色顆粒的電沉積。
3.4.2 氧化電壓
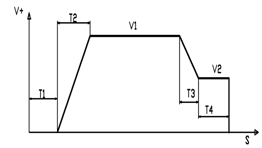
氧化時的初始電壓對氧化膜的結構影響很大。電壓較高,所得氧化膜的孔徑增大,孔隙率減小;電壓過高,使鋁制件的棱角邊緣處易被嚴重擊穿,且電流也會過大,致使膜層十分粗糙,因此陽極氧化開始時,電壓應逐步升高,軟升時間T2為90s為宜。在氧化過程中,電壓V1波動只允許1~2 V。而斷電時電壓V2大小往往被人忽視,在生產純黑色時斷電電壓大小也較為重要,若偏高則影響顏色的均一性,偏低在通電著色時易出現氧化膜剝落,設定在8~10V之間是較為合適的。氧化通電示意圖如圖2所示。
圖2 氧化通電示意圖
Fig.2 The standard oscillogram of anodic oxidation
3.4.3 氧化膜厚度
氧化膜厚度一般為13~18μm為宜,對于著純黑色,雖然著色顆粒沉積深度只有4~5μm,但如果著色顆粒離表面太淺,對光線衍射作用弱,顏色就會趨向于沉積金屬的灰黑本色。而氧化膜太厚,則膜內易捕集灰色Mg2Si強化相,而影響著色。
3.4.4 槽液溫度
槽液溫度的高低會直接影響膜孔的大小,要生產純黑色,就必須確保單位面積內的沉積量。在氧化溫度低于l8℃時,一般難以得到黑色,陽極氧化槽液溫度應控制在21~22.5℃ ,最高應不超過23.5℃。否則在后續工序湯洗及電泳涂裝時容易褪色。
3.5 著色工藝條件
3.5.1 槽液成分
單鎳鹽著色的優點是不需要添加劑,著色均勻。但和錫鹽著色一樣,著純黑色槽液的金屬鹽濃度較生產古銅色的適當高些,硫酸鎳(NiSO4.6H2O)的質量濃度一般不低于140 g/L,硼酸的質量濃度不低于35g/L,硫酸濃度要適當低些,硫酸濃度高易導致著色顆粒以疏松的形式沉積于氧化膜孔的外層及表面,外觀呈現黑中帶灰。為了降低槽液的酸度,可采用無氧化膜的光料通電除氫離子。
3.5.2 著色電壓與時間
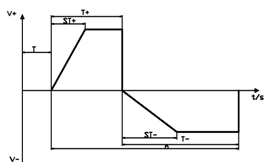
單鎳鹽著色是利用整流器高速轉換電源極性,改變型材的陽極氧化膜的極性,從而使鎳離子沉積著色。它通電采用的波形如圖3所示。正極通電為活化氧化膜層,負極通電負責著色。要生產出純黑色表面的鋁材產品,不能單純提高電壓延長通電時間,因為膜層顏色隨著色電壓升高而變深。這是由于膜微孔中沉積的金屬相對含量隨電解著色電壓升高而增加。但當電解著色電壓過高時,著上的顏色較深易剝落,不穩定,且在著色的過程中有氣泡產生。電壓低、時間長時又會因膜層起不到有利的活化作用而生產不出純黑色。因此,通電波形設定極為重要,在生產實踐中可利用不同的波形合并使用,如表3所示。
T-浸泡時間 ST+-正電壓軟升時間 ST--負電壓軟升時間
V+-通電正電壓 V--通電負電壓 n-波形重復次數
圖 3 著色波形示意圖
Fig.3 The sketch map of the coloring oscillogram
|
參數
|
T/s
|
ST+/s
|
T+/s
|
V+/v
|
ST-/s
|
T-/s
|
V-/v
|
n
|
|
波形一
|
30
|
4
|
6
|
20
|
25
|
75
|
18.5
|
2
|
|
波形二
|
0
|
6
|
8
|
20
|
14
|
50
|
18.0
|
8
|
表3 著色波形工藝參數表
Table 3 The coloring oscillogram parameters
波形重復的次數不宜過多,因為正電壓超過氧化電壓,所形成具有整流作用的復合性氧化膜會反復擊穿破壞膜針孔結構,金屬沉積在試樣表面,并不在針孔中,同時會造成氧化膜剝落。
3.6 電泳涂裝工藝條件
電泳涂裝是珍珠黑色型材能否呈現亮麗光澤的重要工序。首先要穩定槽液成分,如固形份、電導率、胺克分子比及PH等。同時也必須確保漆膜厚度適當,厚度過高易產生橘皮,厚度低無光澤,一般應控制在7~9μm為宜。另外電壓不宜過高,純黑色表面漆膜的針孔視覺感容易放大,因此電壓較香檳與古銅色要低,控制在70~80V為宜。電泳涂裝工藝條件參數如表4所示。
表 4 電泳涂裝的工藝參數表
Table 4 The process parameters of electrophoretic coating
|
項目
|
控制范圍
|
|
液溫℃
|
18~24
|
|
固形分質量分數(%)
|
6.0~8.0
|
|
PH
|
7.8~8.3
|
|
電導度μS/CM
|
460~660
|
|
胺值/mg
|
27~35
|
|
酸值/mg
|
22~28
|
3.7 成品包裝的質量要求
由于珍珠黑型材表面具有特殊的鏡面折光,檢驗與包裝時工作人員均必須佩戴手套,否則容易留下手印,雖可擦除,但影響產品的表面外觀光澤效果。
4. 結語
珍珠黑色鋁合金型材生產工藝技術比較復雜,它不單要精確控制氧化、著色、電泳涂裝等各工序的工藝技術參數,還必須確保擠壓型材的優良質量狀況。只有嚴格控制生產工藝參數,才能提高并穩定產品質量,生產出優質的珍珠黑色鋁合金型材。


