
鋁陽極氧化膜具有多孔性和化學活性,很容易進行著色處理。根據其顯色色素體存在位置不同可分為化學浸漬著色法、電解整體著色法、電解著色法、涂裝著色法等四類。化學浸漬 著色法與電解著色法相比較雖然耐曬、耐磨性差些,但卻有著一些電解著色無法相媲美的優點:色彩豐富、色澤艷麗、裝飾性好、工藝簡單、成本低廉。化學浸漬著色法又細分為無機浸漬著色法和有機染料染色法,其中有機染料染色得到廣泛的應用。
摘要:因鎳鹽的分散性差于亞錫鹽,故單鎳鹽注化法電解著色一般用于做淺色料,亞鋁通過調整著色工藝,香檳料著色時間為2分鐘左右,純黑色料著色時間為6分鐘左右,實現了全自動立式氧化生產線上銀白料、香檳料、純黑色料可連續、大批量生產。且利用RO回收裝置,鎳鹽的損耗遠小于使用傳統的亞錫鹽著色工藝。起到節能降耗的作用,達到減少污染的目的。
摘要:因鎳鹽的分散性差于亞錫鹽,故單鎳鹽注化法電解著色一般用于做淺色料,亞鋁通過調整著色工藝,香檳料著色時間為2分鐘左右,純黑色料著色時間為6分鐘左右,實現了全自動立式氧化生產線上銀白料、香檳料、純黑色料可連續、大批量生產。且利用RO回收裝置,鎳鹽的損耗遠小于使用傳統的亞錫鹽著色工藝。起到節能降耗的作用,達到減少污染的目的。
前 言
單鎳鹽著色是工業上應用最早的青銅色系電解著色液,是日本淺田太平最先開發的具有工業實用價值的電解著色液。單鎳鹽著色以直流電為主,錫鹽和鎳錫混鹽著色以交流電為主。
單鎳鹽著色又分為歐洲法單鎳鹽著色與日本法單鎳鹽著色。歐洲法單鎳鹽著色通過添加化學添加劑,增加Ni2+的活性,使雜質離子增加而改變色調,穩定在一定的范圍內;可使用普通著色電源,不需要除Na+裝置和Ni2+回收裝置,設備投資成本較低,但底色發黃,且Ni2+排放較多,增大廢水處理的難度。日本法單鎳鹽著色只含NiSO4、H3BO3,不添加任何化學添加劑,水質要求較高,需要除Na+裝置和Ni2+回收裝置,設備投入較高,做出的色料底色自然,穩定性好;Ni2+排放較少,廢水處理相對簡單;日本單鎳鹽直流電著色工藝又分為尤尼卡勒著色法和住化法兩類。
尤尼卡勒著色法和住化法兩者相比,各有優異,住化法適用于淺色產品,該工藝形成的槽液具有穩定性、著色均勻、重現性好、色調穩定,而尤尼卡勒法適合用于生產深色產品(黑色料),槽液也較穩定好、上色較易;不同之處就是通電略有差異、硅機波形和槽液配方不一樣。與傳統的雙鹽著色工藝對比,錫離子的穩定性欠佳、著色色差較大、重復性不好,對槽液無法進行回收,增加廢水處理壓力,而且成本較高。
注化法單鎳鹽著色是將表面具有10~15μm陽極氧化膜鋁合金型材,浸入單鎳鹽著色槽中(NiSO4:145~155g/L,H3BO3:40~50 g/L),首先使氧化后的鋁型材處于陽極,在著色槽中進行通電,其目的是使不同部位的氧化膜變得均勻,同時改變膜孔結構,防止后續著色時氧化膜開裂;然后,再使型材處于陰極,進行直流著色,使鎳離子在陽極氧化膜孔底部均勻地電解析出,從而使鋁合金型材得到穩定、均勻的著色。
住化法單鎳鹽著色特點:采用H3BO3為緩沖劑來穩定槽液的PH值,但是在25℃時在水中的離解常數Ka只有5.8×10-10,(H2SO4在25℃時水中的離解常數Ka是1.0×10-2)因此,電泳過程緩慢,槽液電阻變大,槽端電壓加大,沉積速度慢,導致做黑色料相當困難,同時,單鎳鹽著色本身就是底色發紅,做出的純黑色往往黑度不夠,對槽液中許多離子的含量有近乎苛刻的要求,且單鎳鹽沉積速度緩慢,使得單鎳鹽著色在做淺色料上具有較強的優勢。
一般氧化膜的厚度是10μm,即10000nm;陽極氧化一般電壓為16V,即氧化膜阻擋層厚度為16×10 = 160nm。則六方形孔的最長徑為160×0.8 = 128nm,由此可知氧化膜是一條細長的長管,其孔徑與長度之比:128:10000≈1:80。
另外,由電極電位φ來看:
Sn2+ + 2e- = Sn φSn2+/Sn = -0.136
Ni2+ + 2e- = Ni φNi2+/Ni = -0.246
由電極電位φ可知,通電過程中,與錫鹽著色相比,Sn2+可以通過長長的氧化膜管,沉積到底部,而Ni2+就較難沉積到底部,從而使顏色不穩定。
鋁及鋁合金氧化膜經AD系列鋁專用染料染色后,可得到色彩豐富、顏色艷麗、裝飾性強的表面。化學染料染色工藝需按照工藝流程,嚴格控制染色液的濃度、溫度、pH值、染色時間及氧化膜的厚度,才能使得鋁表面色調一致。只有在科學的管理和維護下,才能進一步提高產品質量并降低生產成本。
鋁及鋁合金氧化膜經AD系列鋁專用染料染色后,可得到色彩豐富、顏色艷麗、裝飾性強的表面。化學染料染色工藝需按照工藝流程,嚴格控制染色液的濃度、溫度、pH值、染色時間及氧化膜的厚度,才能使得鋁表面色調一致。只有在科學的管理和維護下,才能進一步提高產品質量并降低生產成本。
一、槽液的管理控制
1、單鎳鹽著色工藝規范、易控制,槽液的組成主要由硫酸鎳和硼酸,但其對雜質離子特別敏感,生產過程中時常會使槽液PH值下降,因此必須嚴格控制槽液雜質離子和PH值。
1.1 PH值一般控制在3.5~4.5,偏高時會造成色調不一致以及著色困難,過低時會影響整體著色的均勻性與效果。當PH值低時應通陰床,去除硫酸根,提高PH值;當PH值處于上限時,可加入少量高純試劑硫酸來調整PH值。
1.2 每生產100噸著色料,應通一次陽床,去除槽液中的鉀、鈉、銨等離子,使其含量不得超過8ppm。因前處理工序有酸蝕槽,故中和后的水洗槽要加大溢流量,盡可能減少銨離子的帶入。
2、為了確保產品質量,盡可能的減少補色的頻率,同時要保持槽液的穩定性,避免出現各參數的波動太大。
3、單鎳鹽著色前的水洗非常重要,須嚴格控制水洗槽的PH值,如著色前水洗沒達到預期效果,膜孔中還殘留足夠的硫酸根,硫酸根直接影響型材的著色質量,PH值高的情況下電壓也很難使Ni2+沉積到膜孔的底部。
二、著色電壓的控制
1、通過調節電壓及著色時間,調整鎳離子的沉積速度,以達到做黑色料的效果。
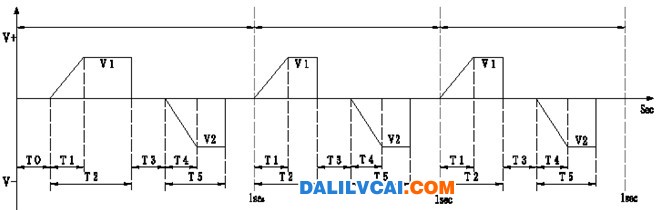
1.1著色通用波形:
著色通用波形
其中:V+為正電壓(V);V-為負電壓(V);
T0為通電前的浸泡時間(s);
T1為正電壓起壓時間(s);
T1為正電壓起壓時間(s);
T2為正電壓持續時間(s);
T3為正電波與負電波的轉換停頓時間(s);
T4為負電壓起壓時間(s);
T5為正電壓持續時間(s);
2、通過改變著色電流波形,加大鎳離子電泳能力,降低槽液電阻,Ni2+沉積速度加快,使Ni2+沉積到氧化膜膜孔底部。
3、著色時間
在此著色條件下,一般香檳料著色時間為2分鐘左右,純黑色料在6分鐘左右。
目前亞鋁立式氧化生產線使用的單鎳鹽住化法著色,打破了住化法做不了深色料的傳統理念,不僅做出了香檳色,還可做出了黑色料,如高光黑及消光黑料;實現了全自動立吊式氧化生產線上氧化銀白料與香檳料或純黑料的連續、批量生產。開創了注化法單鎳鹽做黑色料的先例。
三、采用注化法單鎳鹽著黑色料優點
1、優良的著色均勻性,12~15μm的硫酸陽極氧化膜都能著色,發生不均勻著色的概率相對較低。
2、使形狀各異,也可在同一著色電波開拓下,在同一時間完成著色過程,色調的重現性好。為了保證產品質量,盡可能的減少加色的次數,在槽液管理時要盡可能保持槽液各成分的穩定性,避免出現參數大的波動。
3、以通過調節電壓和電流,調整鎳離子的沉積速度,顏色均勻且易調節。
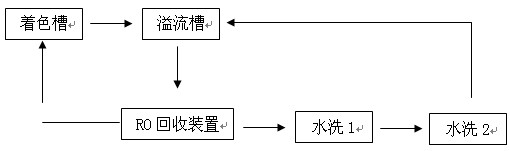
4、槽液成分簡單,分析易控制。槽液鎳濃度高達155g/L,著色后型材表面帶出量很大,直接水洗排放,不僅生產成本高,且污染環境。因此,在溢流槽配置回收裝置,采用RO反滲透原理和方法進行回收硫酸鎳,再加以利用。這樣回收重復使用,損耗低,環保節能。
RO回收流程
在實際生產中,所有的硫酸鎳并非用于陽極氧化膜微孔鎳離子電沉積著色,而是2/3以上的硫酸鎳溶解在清水并隨型材帶出的清水而排出;安裝了鎳回收裝置,按氧化立式線年產著色料6000噸能力計算,每年可減少15噸硫酸鎳的排放。
結束語
單鎳鹽注化法著色工藝槽液管理規范、穩定,通過特殊的正電壓和負電壓波形的調整,使鎳離子在陽極氧化膜孔底部均勻地電解析出,從而得到穩定均勻的著色,具有著色色調穩定、再現性好、均勻性好、型材耐候性好等特點。著純黑色料的時間為6分鐘左右,比其它傳統著色工藝要減少50%以上時間,有效地提高生產效率,且鎳離子可回收再利用,達到節能減排的作用。
鋁合金型材 注化法單鎳鹽電解著色 純黑色著色料 大批量生產 節能減排
鋁合金型材 注化法單鎳鹽電解著色 純黑色著色料 大批量生產 節能減排


